@neutronken It will do it again and again that is why mine is apart.
1.) The wires from the bed need a strain relief otherwise the connectors on the board wiggle back and forth as the bed moves and arc and that melts the connector. etc. your mosfet is probably fine but the connector is shot - the only way to save it maybe is break the plastic out, clean up the studs and solder to it.
2.) You will have the same problem on the power input only it will take at least 2x as long. The problem is the Pulse runs at 12 V and has only a 15 Amps PSU (where the rambo website says use 16A minimum at 12 V. Plus you need heavier wires to the bed if you run it close to 100 and wires that are high flex silicon insulated and 14 gauge or less so they dont get hot plus it should run underneath it with a drag chain.
3.) You'd be better off to replace the PSU with a 24 V 15 A. or at least 24 V 10A but most are 360 watts or so. For that you will have to replace the heating cartridge and fan on the V6 and change the wiring on the bed.
4.) It is also suggested that there is cooling on the mosfets both the one for the bed and the Hotend IOW the case should have at least a 5010 fan or better blowing across the board to keep the heat down. Cause if you run the pulse like me (Bed 100 hotend 260-290) then some areas of the board will get quite hot.
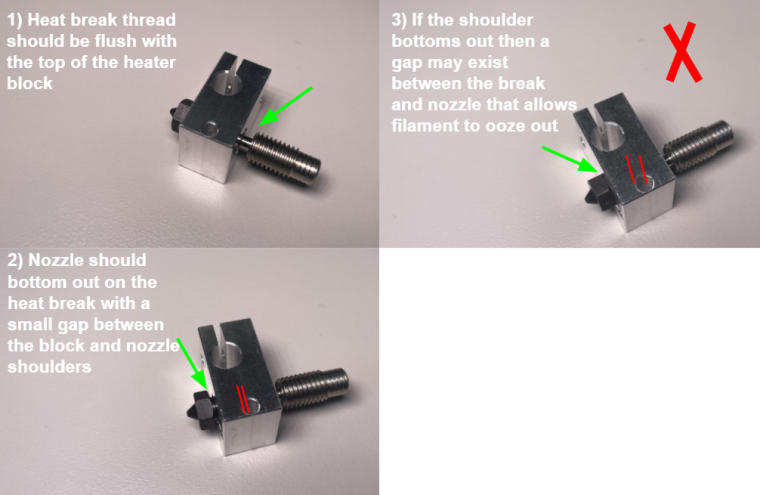
So to make the Pulse a sound printer it needs at least a 24V PSU, 24V hotend, an electronics case with a fan, the wiring properly run to get rid of the "birds nest effect" And a different hotend mount preferably not done in Ryno that does not either cause a thermal runaway on the bed or the hotend when you run the printer hot as described above
I am also working on an enclosure for mine, and change the mount of the extruder and put the filament on top of the cage and change the hotend mount with one with a better fan.
So II think the only thing that might stay original is the extruder and the frame and the X/y/Z motors and mounts





{kind=link}
{kind=link}
{kind=link}
{kind=link}