Old topic but worth an update anyway (as google finds this for temperature tower)
MatterControl now includes support for temperature towers which can be great at helping dial in your filament temperature settings.
How To
You can find the temperature tower in your Library.
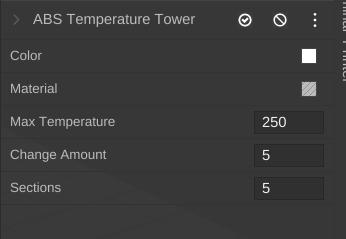
There are temperature towers setup for ABS, PLA and PETG, but if you need a custom tower or want to change the temperatures beyond the default you can easily adjust one of the provided towers.
After dragging it to the bed you can select it and change what temperature it starts at, how much the temperature changes each time and how many times it changes.
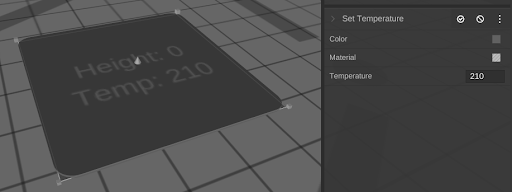
You can also directly add a temperature change object to your print to create your own temperature towers or effects.
This is the object to add to the bed to customize your own settings.
You can set the height by moving it up and down and set the temperature to change to in the properties panel.