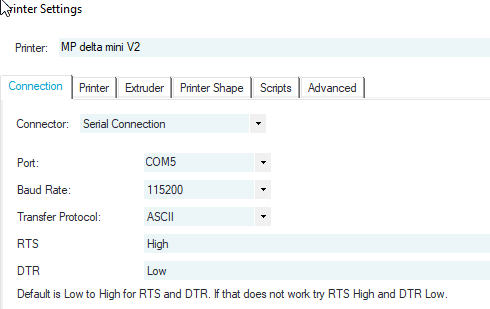
@thekarlmiller I do this with a Duet3, should be the same with a Duet 2 board. You need to set the printer parameters in MatterControl for your specific printer. If there is no preset, choose Other > Other.
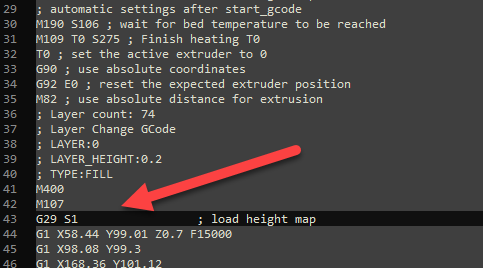
You will have to modify your gcode post export. Use Notepad++. Scroll down your your start code until you see M400, M107. Insert G29 S1 into the gcode and save it.
Upload the gcode through the DWC as normal afterwards.
Let me know if you have any problems.


")