Pulse DXE Calibration
-
So I'm one of the first people to get the new Pulse DXE and have been working on getting it setup and calibrated since Wednesday. I'm still waiting on the PrintDry to show up so I'm only printing with Pro Series PLA and Breakaway Support material.
As of right now I have to say the quality of the prints is certainly lacking. I'm going with just the standard base settings within Mattercontrol for said material which I would figure to be pretty accurate seeing as it's their software, their machine, and their filament.
I guess one of the biggest problems I'm having is the lack of control within MC over extruder 2 (E2). I'm not seeing anywhere to really set separate settings outside of temperature for the material you're using. So setting up the extrusion, retraction, speed, etc. is a pain. While E1 is running I get a long of oozing out of E2 which then falls onto the print area creating problems.
This is my first 3D printer which I got specifically for making end user parts for people in the manufacturing industry. So I'll be using NylonX/G and Ionic primarily once I get the PrintDry. But I'd like to be able to get nice prints with other materials as well and to just understand these settings/controls in general.
Any advice would be much appreciated!
Jacob
-
Hi Jacob. I don't have the DXE - just a regular Pulse. And I don't work for MH. I am just another user. I print a lot for FRC robotics team 1989 so lots of mechanical parts, gears etc. And yes you can get nice prints with the pulse (I posted some here and you can also check out my youtube channel). As for NylonX/G it has its uses but I prefer 910 or CX 12 or even Bridge for multiple reasons. True NylonX is harder and probably more abrasion resistant but "pure" Nylon has better layer adhesion and tensile strength as there are no particles in it disrupting the nylon.
MC is still being worked on. I found I got better results slicing in SLIC3R (using volumetric E) and then running it through MC for bed leveling. Never tried it on a dual extruder machine but assume gcode is gcode. A couple of things. Use a layer height of 25-50% of nozzle diameter and if you use SLIC3R or a slicer in which you can set the perimeter width set it to 120% nozzle diameter or more. Make sure you are feeding properly (the screw that tensions the extruder gear is tight enough but not too tight. Make sure you are feeding at the right speed (measure 12 cm then extrude 10 cm (100mm) and see if you got 2 cm (20mm) left that should give you a base to start off at. The printer should be set up right but it you lets say don't grab the filament right and slip then that would become obvious. Check for under or over extrusion. Some materials like to be extruded a bit more and sometimes less and its not always the same. Make sure you got a good first layer. And also its a mechanical device that moves back and forth a lot so things will come loose after a while so make sure everything is reasonably tight (don't overtighten). I print about 4-7kg worth of filament a week for the robotics club and the school so I got to tighten things about once a week. Right now I am printing a double helical involute gear for a planetary gearbox out of bridge Nylon and its looking good so far (another hour to go). It will take you a while to get it to the point where you get mostly good prints. There are a lot of little things to figure out. Unfortunately 3D printers are not at the level yet where paper printers are where you just make sure you got paper and ink in it and then just send the job and get a great output all the time - at least until they break
-
Thanks for all the info Martin! I'll check out your youtube channel. I plan on using the NylonX/G because the parts I'm going to work on will most likely need abrasive resistance that you're talking about as well as the rigidity. I also plan to try out the 910 and others as well though over time.
I'll look into SLIC3R tomorrow. As far as calibrating the extruders, I can't even access the EEPROM to configure it. I keep getting an error.
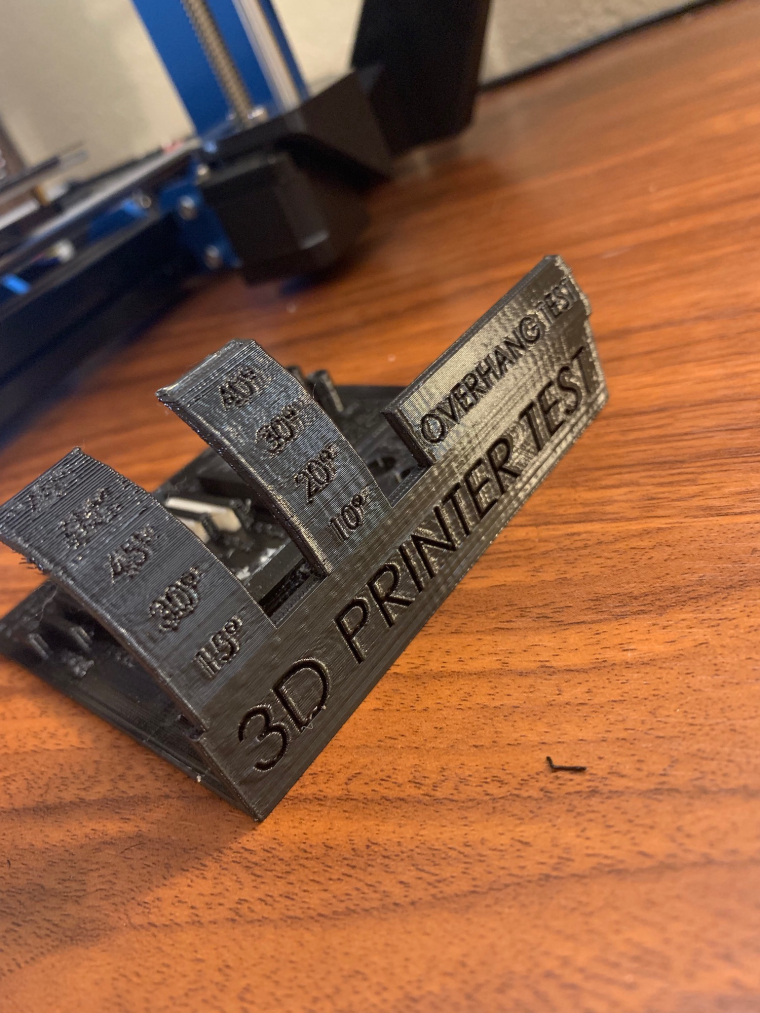
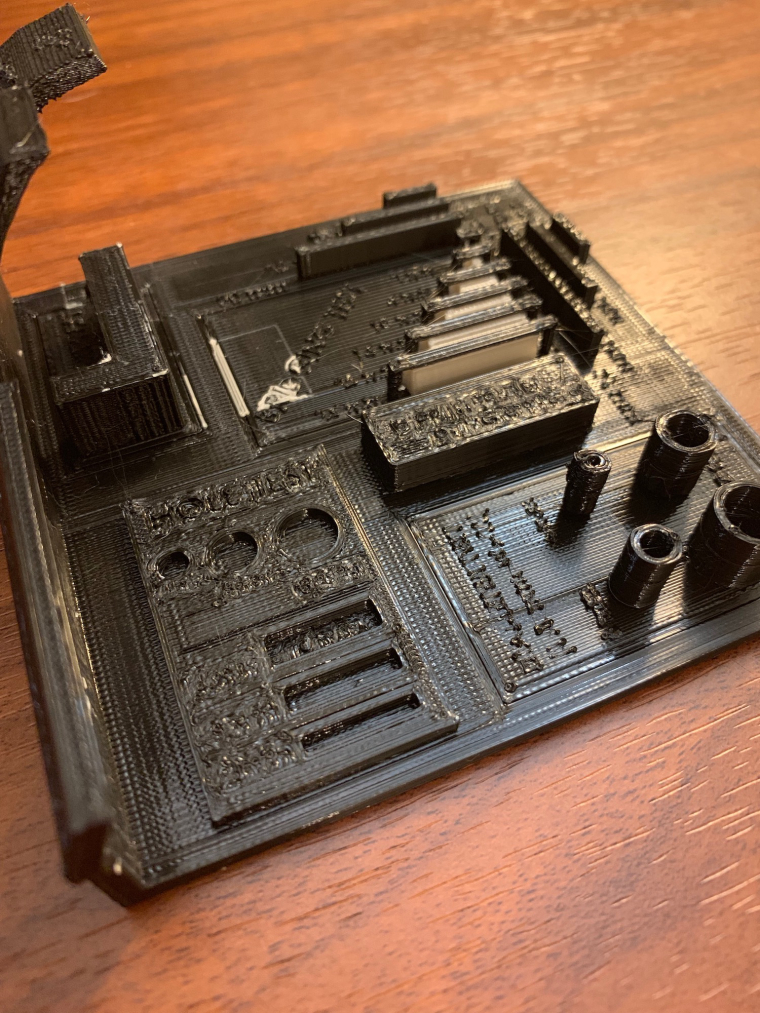
Here are some pictures of the quality I'm getting with the Pro Series PLA on their standard settings. .2mm layer height.
-
I would not play with the EEPROM settings on a machine under warranty unless being instructed by tech support. Looks to my like you are either overextruding or having uneven extrusion. Under Filaments/Advanced you have extrusion multiplier and try to change this value 2-3% at a time. I create an "L" of 2mm thickness and about 20mm high and 70mm leg length. Then I print it and measure the thickness with a caliper and adjust the extrusion multiplier accordingly to get close to the 2mm. Also keeping an eye on the surface. On my printer with the extruder working properly my multiplier with a .8 nozzle for Hobby King PLA is 1.03 for MH build PLA .98 for HK ABS 92 for HK HIPS .95 for Bridge Nylon .96 for 910 .94 for CX12 .96 The point is every material is different and your settings might change too. The overhangs depend on nozzle diameter and layer height. just imagine bricks stacked or .4mm length and .2mm height and you want to have something to adhere to the brick below.
-
So the Matterhackers article on retraction setting actually specifically states to change settings in the EEPROM. That's the reason I was going to do that. Remember, I'm a totally newbie to this so I'm just trying to follow the pros advice haha.
I switched over to NylonX today and so far the benchy that's printing looks 10 times better. I'll post comparison pictures after it's done. I'll look at changing the settings you mentioned as there's still some stringing going on though.
-
Hi Jacob,
The DXE doesn't have EEPROM - that's only for the 8-bit electronics.
You can adjust steps/mm on the DXE, but it's a different procedure. You just need to send the appropriate G code to change it.
Though, based on what I see, I don't think retraction is the issue here.
Give me a call or reply to our last email and we can troubleshoot the PLA issues in more detail.
