Extruder Calibrating Help S model Pulse XE
-
Thanks a bunch for that info. I'll give it a go and report back here with the results. This info will be useful to any one with this version of a Pulse.
-
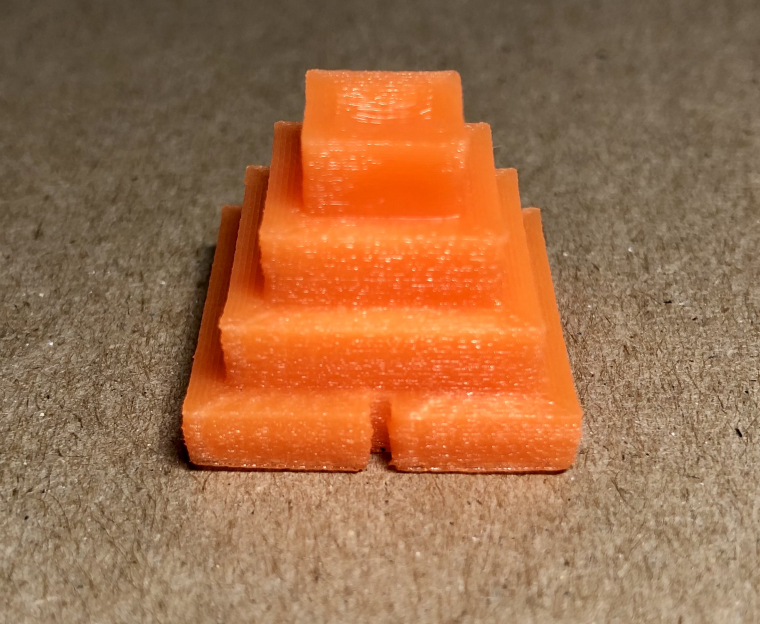
OK, so I went through the steps you listed and printed another calibration part. If properly extruding, each level is 5mm less than the one before.
I went from under extruding an average of 5.85/100mm to pretty close to perfect. The calibration part steps down exactly 5mm but is still under extruded by 0.1mm
(24.9, 19.9, 14.9, 9.9), not perfect but good enough for the tolerances I require.Thanks again.
-
@dogger15 That really is not a good test when it comes to extrusion Because there is sooo much else that can cause dimensional inaccuracies. You could print a box with 1 wall or 2 walls and no top on it an measure the wall thickness I got a print that looks like an E with each of the walls a different thickness. It also show how the slicer handles it and if you have horizontal perimeter adhesion. And dimensional inaccuracies can also be caused by X or Y steps being off or missed steps or dirt collected on the belts or the pulleys etc etc. Also different materials expand (or not) differentlly when heated and thats why you have an extrusion multiplier. I got my ESTEPS correct yet different materials require an extrusion multiplier as low as .92 and as high as 1.07
-
@mpirringer I print using Nylon X and Nylon G almost exclusively. I find the settings for the two filaments are nearly identical. I up the extruder temp from 255 to 260 for "G" and that's it. I use Fusion 360 to design, Meshmixer to slice then import the step file to Matter Control to print. I'm by no means an expert at this, I'm just trying to find settings that result in accurate, reproducible parts for prototyping and end use. I'm open to any useful input on how to go about this.
I'll try some other calibration parts that test extruder accuracy.
-
@dogger15 I got a couple of things on my site here http://pirringers.com/3dp/ that might interest you. Right now I am working on a planetary. I stay away from chopped fiber filled filaments. Yeah they make it a bit harder and abrasion resistent but it comes at the cost of tensile strength and layer adhesion. The reason they print so close is cause its the same material for the most part namely Nylon with little chopped fiber fragments mixed into it. Now those little fragments make it stiffer but do absolutely nothing for strength as you have less material (Nylon) keeping things together. Now when I do glass fiber I print something and then wrap it in 8 oz cloth with resion or some woven roving etc. Now you got cloth and that is strong
-
@mpirringer You are quite incorrect about tensile strength. NylonX and NylonG are significantly stronger in tensile than raw nylon filaments, and I'm happy to share ISO 527 testing data that shows as much.
Also, nylon actually adheres quite well to the fibers - particularly glass and kevlar - as we have seen virtually no drop-off in interlayer adhesion when performing ISO 527 test in the ZY orientation of the tensile bars.
There are lots of benefits of composite nylon filaments. Others, like PLA, don't provide much in the way of benefits, but nylon definitely does.
-
@cope413 I'd love to see that as any date I have seen proves it otherwise. Its true that chopped fiber filled Nylon can be stronger than other filaments but I have never seen data where the tensile strength was higher than the base material.
And it makes sense as the chopped fibers do not interconnect and do not contribute to tensile strength as they are not connected the only thing that connects is the nylon and due to the chopped fibers there is less of it that even holds true with Onyx. Now using full strands of CF like for example on a markforged X7 I think then its a different story but even they will tell you that its only in the direction of the strands that have been layed into the nylon and it goes at the cost of a slight decrease in layer adhesion.
-
@mpirringer You know that we've been using chopped glass and carbon fiber in injected molded nylons (and other plastics) for decades now because it makes them stronger, right?
As for our data...
Here's one group of ISO 527 tests I ran on NylonX.
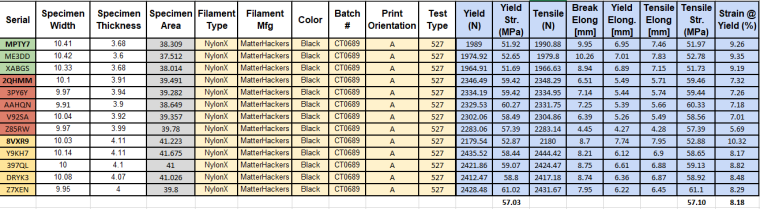
NylonX has a Nylon12 base resin. For comparison, here is Stratasys PA12 TDS
https://www.stratasysdirect.com/wp-content/themes/stratasysdirect/files/material-datasheets/laser_sintering/prototype/LS_Nylon_12_PA_Material_Specifications.pdfSo, on average, NylonX is about 23% stronger in tensile than unfilled 3D printed PA12.
Other CF Nylons use PA6 or 6/66, which have higher tensile than PA12. The CF versions also have similar increases to strength.
-
@cope413 Sorry but to make an actual comparison you take the same material and test it side by side and that has been done plenty of time and in every test fiber infused material was less at the tensile strength. Now it is rare a manufacturer producing exactly the same formulation with or without CF or GF so as there are differences between different Nylons and batches - show me one of your nylon from exactly the same base material with and without fiber. Now flexural strength and abrasion resistance becomes a different thing. Its the same story with the "super pla" that is "stronger" in this case then tensile strength of the PLA goes down and the impact or temperature resistance (in HT case) goes up. Usually again as its mixed with other non pla materials
Now all that is fine in the end its just another material and may be better for a particular job at hand so in some cases I use PETG cause it takes a beating better than ABS and is not as expensive as Nylon and Sometimes I use Bridge, Sometimes 910 and sometime 640 it just depends on what the task is so CF filled I might use if I had to add stiffness and the tensile strength is well within the acceptable needs of the part or if I had to add abrasion resistance.
So there are dozens of tests side by side performed by usually colleges. So IDK if you have a spool of you NylonX nylon without the X (CF) part and then test them side by side
-
@mpirringer I only provided stratasys info so you wouldn't accuse me of cherry picking data.
Here's a batch I ran on the unfilled PA12
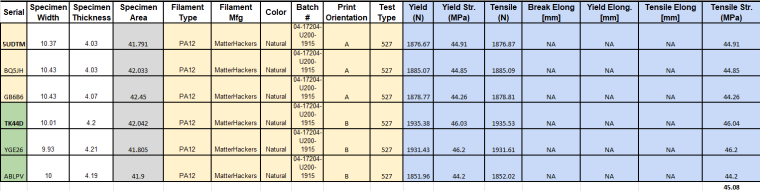
These tests didn't have the extensometer installed, so the elongation and strain data is missing, but you can see the tensile strength.
Also, just to make sure it's noted for you - so there are no other excuses - this is the same base resin as NylonX, but it was natural/uncolored - whereas the NylonX has some black colorant used because the CF is black and it doesn't look good when it's not black nylon to match it. The black colorant is not adding to the strength.
So please, stop spreading the bad information that CF- or GF- filled filaments are not stronger than unfilled. They absolutely can be - and with nylon filaments, it's a fairly large increase in strength.
-
@cope413 Well that goes against any science out there on the subject and I would be quite interested in why. At first glance I would say check your methodology and verify it is the same
https://www.researchgate.net/publication/344221492_Investigation_of_the_Mechanical_Properties_of_a_Carbon_Fibre-Reinforced_Nylon_Filament_for_3D_PrintingJust to show one and then there are all the conversations with other manufacturers I had. So maybe you came up with something that no one else knows or check your data and or provide the phjysics. The weak part between the CF or GF particles will be the Nylon as CF is stronger then Nylon and just by the physics of it the Nylon becomes the glue between the CF particles and all glue is stronger than 70% glue as it will tear in the nylon parts. Well at least according to everyone else. So maybe at some point I get a roll each and test them side by side to see and then still would like to see the physics behind it and verify they are the same material
-
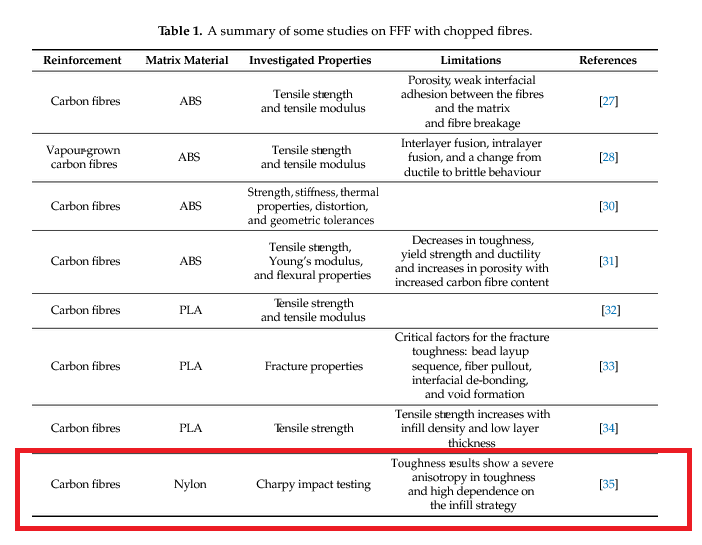
@mpirringer I find it humorous that you posted an article with this as the first line in the conclusion, "Although short fibre-reinforced composites offer better mechanical performance than their
unreinforced counterparts, there is still a certain gap between the mechanical properties of preimpregnated
fibre and conventionally manufactured fibre-reinforced polymer composites."This is precisely the point I made. Furthermore, the research paper cited literally only tested CF Nylon for impact resistance, not tensile strength like my data
I spent nearly a decade doing injection molding. The fact that you suggest that "science" says otherwise about the strength of composite materials with chopped fibers means that you simply have zero experiential knowledge on the topic.
-
@cope413 Wrong paper - and even what you circle shows anisotropy As you like stratsys here are 2 links there
https://uzcwd39yh8l1ul8th1szmq3x-wpengine.netdna-ssl.com/wp-content/uploads/pdf/Fathom_Spec_Sheet_Nylon_12.pdf
https://uzcwd39yh8l1ul8th1szmq3x-wpengine.netdna-ssl.com/wp-content/uploads/pdf/Spec_Sheet_Nylon_12CF_EN_SSYS_Fathom.pdf
Which shows the CF variety stronger in the one direction and considerably weaker in the other (ZX azxis) and considerably weaker on the impact. Which means you might get a stronger part in one direction but if you want one in all directions you migth be better off with the unfilled version. And if impact is a consideration the unfilled is definitely better OTOH if you look for stiffness (less bending when you put weight on it ) the CF is definitely better. So that holds water with the fragments adding abrasion resistence and stiffness and taking away from the overall (on every axis) strength. Does not make one better than the other just more useful then the other for a particular task. Putting aside the greater difficulty in printing CF filled assumining you have mastered that it still comes down to from what you want from a part like with any material thats why tires are made from rubber and windshields from glass and not the other way around. What I take exception to is to always push the most expensive most profit $$$ generating except what might be the most useful for a part. I print almost nothing in PLA cause its the wrong material for what I print Its tensile strength is probably the strongest of all (except some fancy engineering grade materials) but its super brittle (no impact resistance) and grinds itself up when used as gears and not even getting started on the heat resistance which is extremely low. But if I print a chess set or a dice tower which from time to titme I do I use it and If I print a tire I use TPUThe Tire is TPU the rim and gears are Taulman 910 and the holder is ABS (that gets wrapped into some 17 oz woven roving and 10 oz glass And I could show you an omni wheel from PETG and TPU as its the right material in the price range we had to work with tough enough and cheaper than Nylon. Here is a look at the inside https://www.chiefdelphi.com/uploads/default/original/3X/e/1/e13c9a76038521ea4459663ed1f32ea2f808af87.jpeg
And this prototype is printed in HIPS https://www.chiefdelphi.com/uploads/default/original/3X/0/0/006c7575563604a4bea24ba92c0328a11db43c3a.jpeg as we get it for <$10/kg and it hurts less when you make a part that does not fit or work as desired - you are looking at over 4kg of HIPS. Now I tried a good number of your filaments and had no luck with the MH stuff for what we print and whenever I asked it was obviously something I must have done wrong so IDK you except from here but that Matterhacker label does not help me to have much confidence in you. And yet I/we print over 100kg worht of stuff successfully a year. I myself cranked out 4400 prusa faceshields last year mostly from HIPS and Zyltech PETG and ABS (if someone drops something off at your house to turn it into a faceshield you do whatever it is I would have printed weed whacker line at that point). As for ABS - I wasted 2 kg of MH ABS cause it split and warped yet here are 1.5 kg of ABS in one part (Zyltech) https://www.chiefdelphi.com/uploads/default/original/3X/c/1/c12a5114693164c2f1d913f64317e420c0634d50.jpeg took a little over 20 hours to print sliced with Prusa slicer printed with a volcano hotend on a Chiron (thats a 400x400 build plate) with a .8 nozzle .4 layer height .88 outside perimeter width 1.5mm inside perimeter width I think somewhere between 8 or 12 perimeters I forgot. If you want I give you the STL and you can try printing it in MH build ABS.

{kind=link}
{kind=link}
{kind=link}
{kind=link}