Struggling with Nylon filament
-
I am fairly new to the 3d printing world, purchased my Pulse in February and have been working in Rhyno and NylonG with great success.
However when I try nylon filament I just can't get it right. I have watched the videos, read everything I can find with no success. Garolite plate, glue, no glue, hot plate, cold plate and what happens is you turn you back on your printer. Thought I had it when I printed the calibrating cube so tried the spaceman, print head 260, plate 69 degrees, setting for NylonG for the rest. It looks like he slept in his spacesuit compared to the Rhyno print.
I have a dryer and the nylon has been in it throughout my experiments and trial and started overnight drying before beginning.


Not sure where I am going wrong or if I am just wasting my time. I spoke with the supplier but not very helpful, I am glad I didn't start with this material as I would have thrown in the towel a long time ago. PULSE 232 printer with mag print plate system.
Any suggestions?
-
What kind of nylon filament? There are lots of different kinds, and they print in a fairly wide range of temperatures and settings.
-
@cope413 It's from a local supplier, https://www.reprapwarehouse.com/collections/nylon/products/nylon-white-175mm
That's all the details I have.
-
@pverdin That's a very broad temp range. Based on the picture, I would recommend starting at 240C - keep all other settings the same (if you're using the NylonX/NylonG profile). Post a picture of that and we can go from there. Also, if you want to just print a small calibration cube, that would be fine, too.
-
It might also be the filament and some other print settings. Some Nylons can be tough. Here is what I use to tune in a "mystery Nylon" aka "fishing line" and most other materials that give a problem
- measure filament - make multiple measurements with a caliper if it changes more than they advertise in diameter - send it back if it changes more than +/- 5 % send it back. you can deal with a filament that averages at lets say 1.7 instead of 1.75 or so with the extrusion multiplier but you cant work with a filament that is 1.6 in one place and 1.9 in the next
2.) Establish max extrusion rate. to do so do the following open the terminal in MC and type in the following (ignore comments after the and including the
")
G91 ; Sets relative steps
G1 E50 Fnnn ; nnn is a value as described below this will extrude 50mm of filament
nnn is mm/min so F120 is 120mm a minute or 2 a sec
Keep doing that and increase the nnn by 60 each time watch out for the following.If you see steam - stop your filament is wet - even with the dryer dry your filament (get some dry dessecant packets if necessary dry them out in a convection oven at 275 F for 2 hours and then put them in the print dry and wait 12 hours. then repeat test
Assuming its dry at some point increasing the speed (I use 60 increments) you will see the string coming out of the hotend to change - become thicker or "perly" or blobby. At the first indication of that you will know that you just exceeded the max extrusion rate of the filament.
Go back to the last value you had and that is your absolute max extrusion rate. Lets assume that was 300mm/minute which comes out to 5mm/sec so that with a filament of lets say 1.75mm diameter and a radius of .875mm will give you using rrPI =2.4 X5 from the test will give you 12mm/sec max extrusion rate - deduct 10% for safety gives you a workable extrusion rate of 10.2mm sec now if you have a .4mm nozzle and .2 mm layer height then that give you a theoretical max speed of about 120mm/sec. (alternatively if you use a .8nozzle and a .4 layerheight that drops to about 30mm/sec if you use a better slicer and have different layer width take the max and take the 10.2 or what you got above divide by layer width and layer height to come up with the theoretical max speed.Now for nylon the max speed that gives good layer adhesion is usually below 30. Some below 20. A good nylon manufacturer will let you know that speed same holds true (at different speeds for PLA, ABS PETG etc). Now most Nylons I have tested clock in under 10 mm3/sec extrusion rates usually around 8 for the stiffer ones.
3.) determine the extrusion multiplier. Design a L shaped structure with a 2mm wall and a 2 mm floor. You want the wall to measure close to 2mm and adjust the extrusion multiplier until you get there if the floor turns "rough" you are over extruding. You also want the wall of the "L" nice and flat
This is an "L I printed - a bit bent out of shape as afterwards I grab it with 2 pliers and try to rip it apart which I failed to do with this piece of bridge but I bent it quite good twisting it back and forth in my "Layer adhesion Test"From the pics you are posting you seem to have some "bubbles" so you might be wet or extruding too fast which also is indicated by your layers - which also could be variations in filament diameter, extrusion problems due to the extruder gear being too loose and slipping. Some Nylons are quite slippery and it might be as simple as tightening the thumb screw on your extruder. I also suggest to use a brim with Nylon of at least 6mm to help adhesion and keep corners from curling up.
-
@cope413 Okay, nozzle temp 240, printed the block. Pictures speak for themselves.
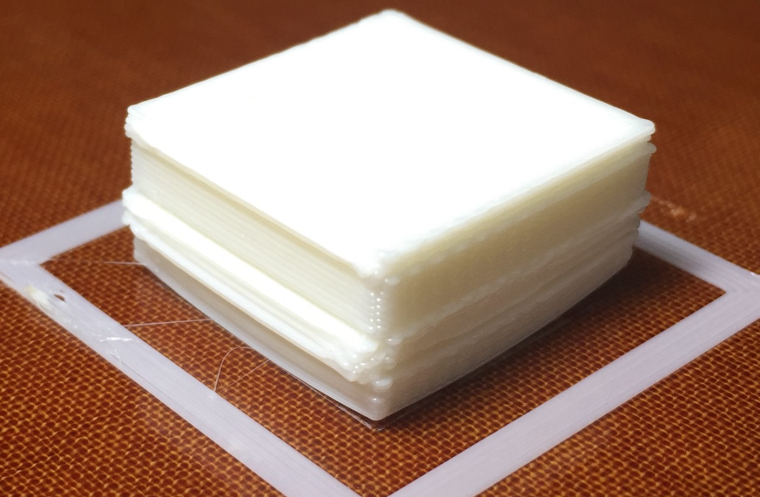
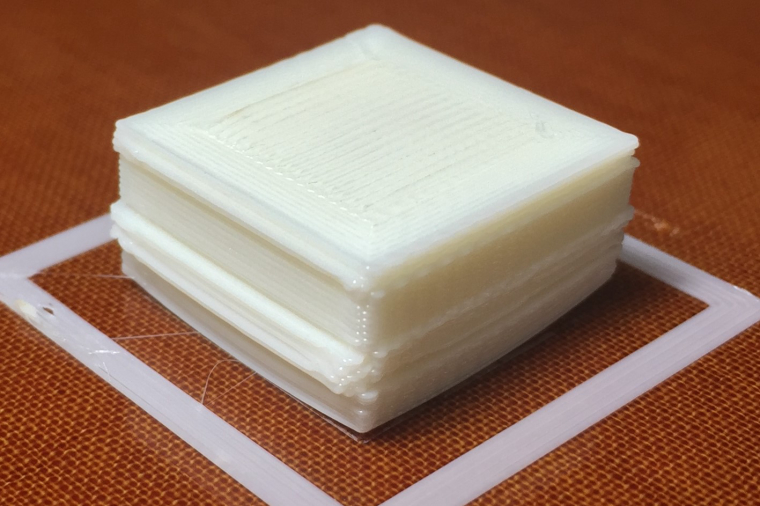
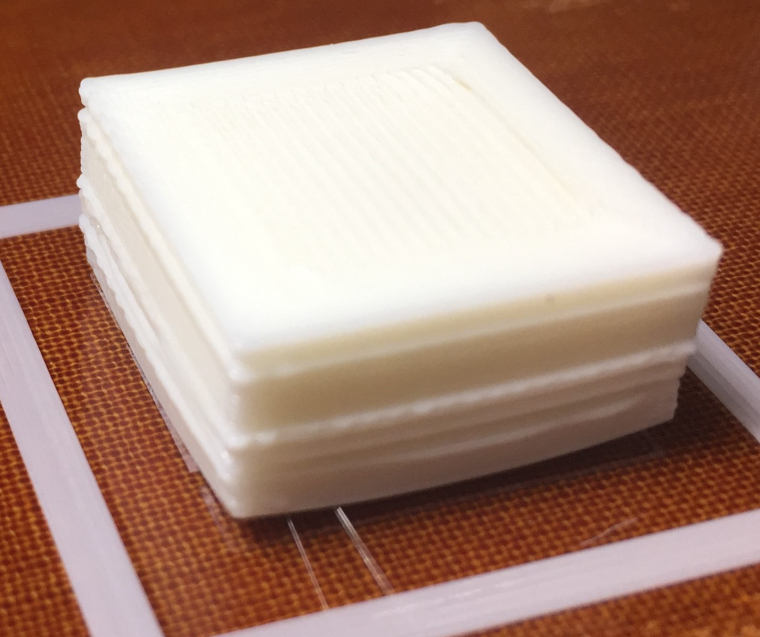
This is the worst I have seen in any of my trials.
-
@mpirringer Thanks for the in-depth response, I will give this a try but not today, not enough time today. I will let you know what I find.
