Taulman Alloy 910 Settings - Please Help!
-
I get the worst results with this filament. It is BONE DRY (Sat in Print Dry at 45C for days on end), especially since I live in the desert. I have a Pulse XE E-422. I have tried the default settings for Nylon, and have tried other things like slowing down the speed to <25, heating up the bed to 55, lowering bed temps, adding additional retraction, lowering retraction. I just cannot seem to get a good pairing of settings with this stuff. I know it is a "soft" Nylon, but all my attempts here are crap.
Does anyone use this stuff on a Pulse XE or equivalent that could detail ALL the pertinent settings? Are the settings stored in a file I could get? I run Mattercontrol (MC) on a Mac. I dont know how to get photos to show, but my latest print has some stringing and tons of open spaces in between walls, especially around holes. The print in question is some combat robot parts, about 3" x 4" triangular. I printed a 5mm brim, and use 5 or 6 perimeters for strength. FWIW, I build the part profile in Fusion 360, then import it to MC as an stl.
Edit: Adhesion to the bed is just OK, but not great. I print on MatterHackers garolite bed that was lightly sanded and use PVA glue stick on there as well.
-
I manufacture several metric tons of Nylon annually.
Nylon can be very difficult to print. And I am talking about the non-composite nylons.
I print on Matterhackers layerloc, but I sand it with an orbital sander (40grit). You need a magnetic surface so you can take the layerloc off to sand it and wash it with dish soap (Dawn Ultra if available). Do not use alcohol, it just spreads the oil around.
Secondly, from what you describe, your Nylon is wet. You must print Nylon from a dry box, preferable heated around 55C. Nylon is not dried at 45C. 70C is the recommended minimum and I dry my Nylon at 80-90C for 7 days in an oven before adding it to a hotbox for printing.
Lastly, settings. Maybe you can list me your settings and I will tweak them to help you.
-
@tinken
Thanks for the help! I misspoke - I had the PrintDry set at 75C for several days - although not quite a week. I did lower the temp once the print started - I'll 86 that idea altogether and leave it at 75C from here out. As far as a bed goes, do you mean you literally use the steel bed without garolite or PEI or whatever, rough it up with a sander, and let the printer rip? I think I do have a spare metal base that I could use if so. I have access to rough sandpaper (institutional toilet paper will do in a pinch I suppose).Here are my pertinent settings
Temp 255 C
Bed 55 C
Diameter 1.73mm ( I measured it)
Enable Fan - yes
Min speed 1%. <--- I do worry I may have left this at1% after printing a filament like PETG that doesnt like fans.
Max Speed 100%
Retractions 4mm
Extrusion Multiplier 1.07Layer Thickness 0.3
Nozzle 0.4 hardened steel
6 perimeters
top solid layer 1.5 mm
bottom solid layer 1.5 mm
fill density (usually 20-30%, this print was more like 75 or 90)
Start end overlap 80%
Infill overlap 75%Speed initial layer 18
All others 25 or 30
Acceleration (I slowed this to 900 mm/s^2)Let me know if i missed something - the biggest issue is layer adhesion and the infill (even on solid layers) has trouble adhering to the perimeters, especially around holes.
-
@sugarhood-nye
"As far as a bed goes, do you mean you literally use the steel bed without garolite or PEI or whatever, rough it up with a sander, and let the printer rip?"No. You need to sand the Garolite that is attached to a steel sheet. Use 3M thermal adhesive sheet. If the Nylon part pulls the springsteel off of the mag surface during printing, install the Garolite onto a piece of 0.106" thick steel plate.
Temp 275-290 C
Bed 105 C - NO Glue
Diameter 1.73mm ( I measured it)
Enable Fan - NO!Retractions 8mm
Extrusion Multiplier 1Layer Thickness 0.3
Nozzle 0.4 hardened steel
3 perimeters
top solid layer 1.25 mm
bottom solid layer 1.0 mm
fill density (usually 25-35%
Start end overlap 80%
Infill overlap 75%Speed initial layer 10
Perimeters 25
Infill 40Acceleration 0
If you have warping off the bed, especially at the corners, use the new multiple brim layers, 3-5 layers 10-15mm out should work fine
-
You are going to have some stringing, it's not PLA, so cut it off with a exacto or fry it with flame. Turn off your bed heater. Use 90% alcohol in a spray bottle when the part is finished. Spray around the part and let it soak for 2-3 minutes. The alcohol will shrink the part and separate it from the bed surface.
-
You see I am missing part cooling? I don't use part cooling. And never with Nylon. If I need it for some special part, I have part cooling attached to my enclosure with 120mm high pressure fans.
-
Thank you I am experimenting with those settings. Can a Pulse Bed go to 105C? I got a hardware error when I tried. I backed it off to 90 and it seems happier.
-
@sugarhood-nye Maximum recommended temperature is 120C, however I do not know the limits set in the firmware for your model.
-
Your settings worked magically for a few smaller parts. Gonna try a larger part tonight - wish me luck.
-
@sugarhood-nye I consider myself an expert with Nylon since it is what I print with the most. If you need to practice, use weed trimmer line, set the filament diameter to 1.64mm. Adjust the extrusion multiplier accordingly. If you are printing critical areas, like around fastener hardware, reduce your outer perimeter extrusion by 5-10%.
Main thing about Nylon is dehydration. Some argue that the Nylon needs some moisture, this is a myth. You need to be extremely dry. I have two commercial ovens and my filament is dried for 7 days at transition glass temperature.
-
@tinken Once again, those settings are perfect, minus some trouble around round openings like you said.
I used a print dry system since its all I had - left the nylon in there for a week at 75C - the print was great. I then printed two combat robot frames at about 160 grams each and they were great - a little overfill between the fastener openings. I'll have to see if MatterControl will let me do your suggestion there for next time. The print time is SLOOOW though - but for nearly flawless Nylon I'll take the trade-off every day. What is your experience with a 0.6mm nozzle size with 1.75 filament? I think that will speed things up a bit and Ive heard that it will increase part strength. I assume there are trade-offs in quality or other areas of the print? For $30 it seems a no brainer for a hobbyist like me.
Thank for your help - are you good with PETG on a Pulse? I want to print some clear PETG for an ice-dragon for my son. Yes, very important, hah.
-
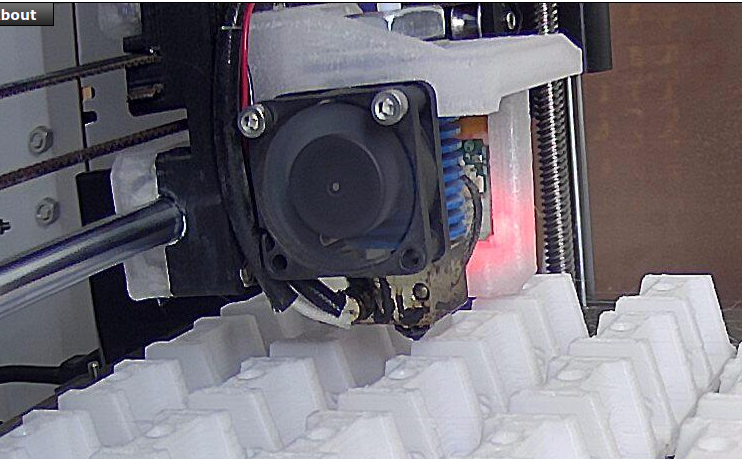
I own very large industrial printers which use these larger nozzle sizes. I disagree with the part being stronger with larger layers. And you lose your precision around hardware openings. Just because they say it on Youtube, does not mean that it is true. These channels are opinion hosts. Take a look at my Pulse custom parts thread. I can give you my petg settings, but they will vary depending on your hotend hardware. I just designed and installed a new hotend which lowers the heat sink temperature for cleaner clear petg printing.
If you have any questions, please feel free to ask. Or visit us on Discord here: MatterHackers Discord Server
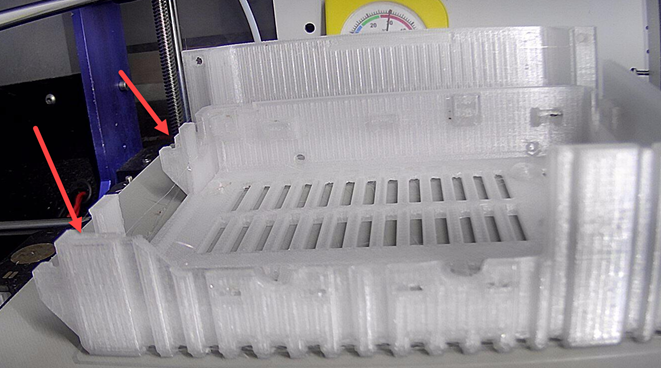
My clear petg. I prefer to print with clear, as the pigments tend to make petg "Goopy" to print.