General Printing with supports question
-
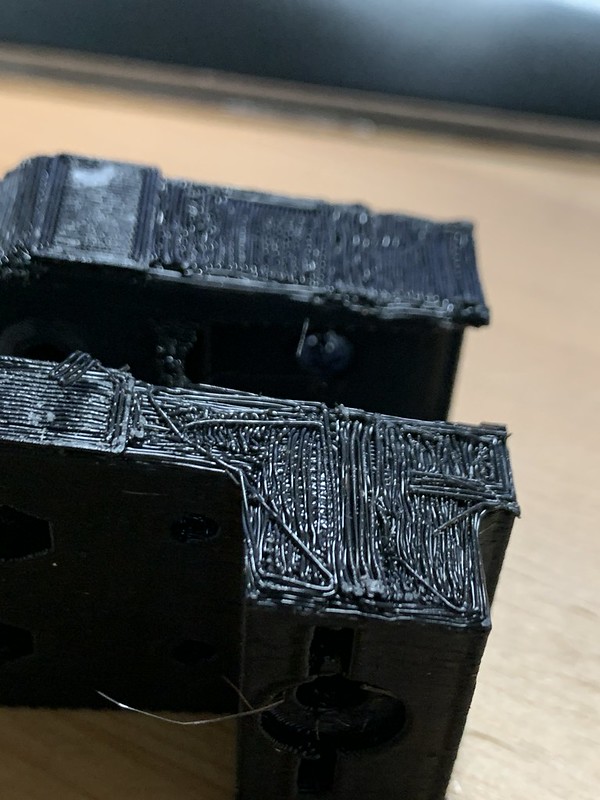
Hello, I was wondering if anyone had any suggestions for avoiding the surface finish in the attached picture when printing with supports. The area pictured was supported but it seems that there is a slicing setting that I can use to make it look better. Any suggestions will be appreciated.
-
Play with the interface layers and the gap on a smaller test object. Tough to say without knowing the part if there is support still stuck to the part or you also removed some layers but try with backing the gap off a tiny bit
-
Unfortunately, it looks like that. Only supports were removed. I will adjust layers and play with it a bit. Thank you.
-
That looks like the Interface layer is still on the object. As the object print itself should never look like that. You should be able to pull some of that off. However with such a large flat area trying to be supported in such a way it will probably never turn out good. You would be better off rotating the part and finding a better option for printing without the support/interface layer being directly on the object itself. Though without seeing the actual model it really is hard to give any more than basic suggestions. Though general rule of thumb is to avoid supports if at all possible.
The one thing I learned is that with a wider nozzle, you need a larger gap. I only use PLA when I need supports, for other material I can't really help with. So I keep my Air gap about .05mm larger than my nozzle. A .4mm nozzle I set it at .45mm air gap and it works pretty well.
Make sure to also keep your nozzle temp at the lowest you can print well with and your bridging fan speed at 100%, this will keep the the parts from sagging and melting into the interface layer. Also, test your bridging to make sure it is optimal. For me its about 30mm/sec instead of the default 25.
-
@mstange42 Thank you for the suggestions. This part was oddly shaped, this was the most optimal positioning to avoid supports in bores and things like that. I will play with the suggesting settings. Thank you again.