PET Issues
-
Having moved on from PLA to PETG I must be missing something basic here. My calibration blocks and test looks pretty good.
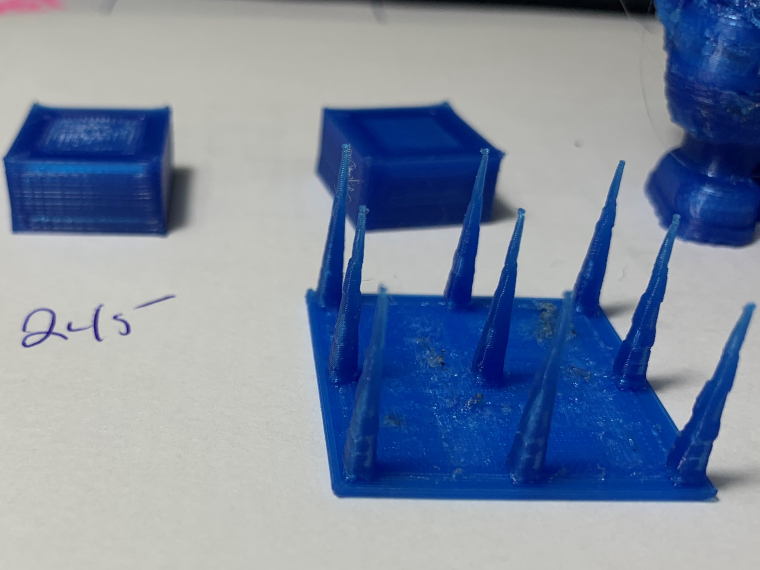
Thinking I am a roll I go to print a space guy, my final go to:


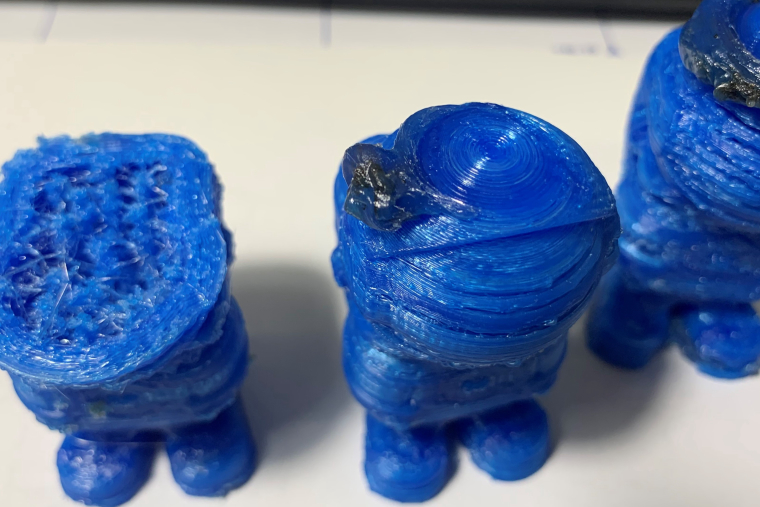

The half guys are when I stopped the print, the supports are easily picked out and are crumbly. Nozzle temps between 235 - 245. I have great adhesion to the print be at 80 degrees.
Starting to suspect a nozzle failure but it's a relatively new Ruby that has about 2.5KG of NylonG through it.
So I am not sure what the heck I am missing but it's getting really frustrating.
-
It looks like your PET may be very wet.
Wet material can cause all sorts of issues that look just like this so I would recommend drying the material as PET is very hygroscopic.I have also included a link below that you may want to take a look at about how to beat moisture in your spools:
-
@erikescudero Sorry, I forgot to mention I employ a Printdry system, the filament spent the weekend drying before I started and it remains in the drying with the heat running.
-
@pverdin This is Nylon G, right out of it's air tight container and into print.
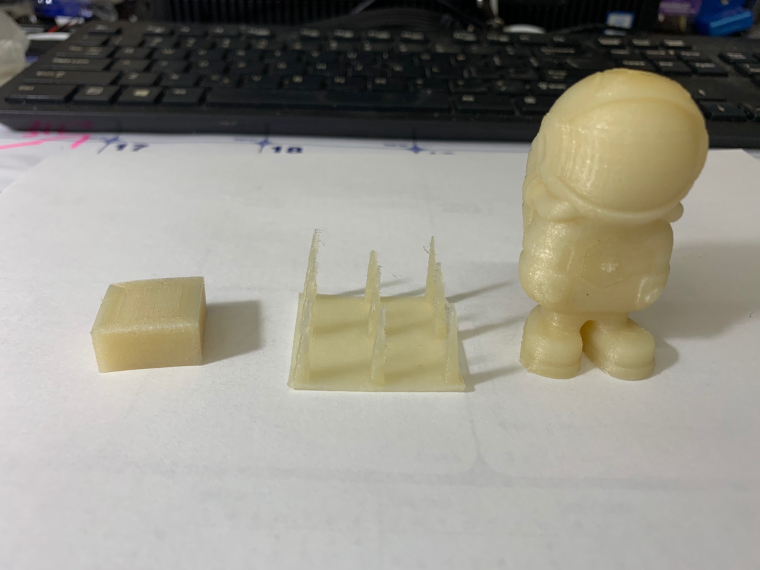
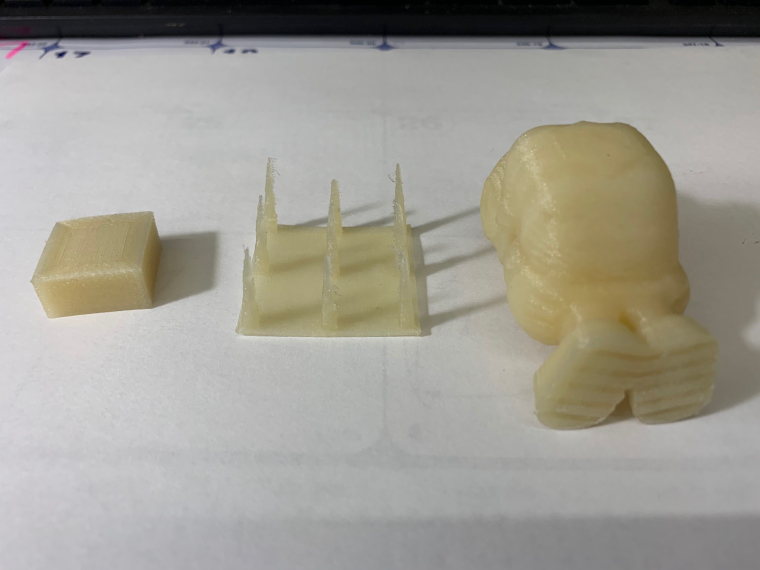
Not sure why the colour went from white to this nicotine yellow, does it not age well? Either way it printed nice and clean, I leveled the bed and calibrated my Z height and this is the result.
I can't do everything in Nylon G, so need to resolve why PETG failed.
-
@pverdin My vote is on wet too. If there is some humidity in the air the print dry will not remove enough wet by itself. I cook some dessecant packets at 250-275 F for about 2 hours probably 40 or 50 of them. then throw them in the print dry and let it then do its magic for about 12 hours. Make sure you got one that runs at about 160 F. And sometimes the PETG (or Nylon) gets packed wet so even if you open the vacuum pack it might just have sealed in the wet PETG
As for your Yellow Nylon its Normal. Dry pure nylon is kinda whitish transparent it turns yellow when it hydrates. Now Nylon needs to be dry (very) to give good prints but dry Nylon is brittle and not that strong especially in layer adhesion (at least relatively speaking probably still tougher than most materials) It gets more flexible and tougher when it hydrates properly. Now it might also swell a little and change dimension by up to 1% so you might account for that when you do gears or other things where tolerances are important. People who cast Nylon know that and there are even books on that. So after you print or cast Nylon (Nylong is just Nylon with glass fiber snippets added) you need to rehydrate that . To do that you either let it sit out for a week or 2 (or longer depending on the humidity in the air) or you can accelerate it by dropping it in a bucket of water for a day or 2 or wrapping it in a wet rag or paper towel. Some people get impatient and throw it into a bucket and boil it for 20 min. But that often over hydrates it and then if you test it the extra swelling and toughness gained can mask production flaws and the part passes QC and 2-4 weeks latere when the boiled in extra moisture is gone it lost its extra toughness and its dimension changed and the part fails as Nylon does suck up moisture and only so much you can temporarily "overfill" it with boiling but sooner or later it will return to its natural "fullness" So the above is not a case of it not aging well its a case of it being properly and evenly hydrated. And judging from the color environment you are in is definitely not on the very dry side humidity wise.
-
Getting back to printing again after some time away and still working with PETG material, what I have done since my last issues:
-
Stored my filament away in Printdry airtight container with fresh desiccant packages
-
took a month off from printing
-
Returned, replace existing ruby nozzle with harden steel nozzle. The ruby nozzle seemed very clogged when examined.
-
Reduced the temp of my dryer to 140 from 160 and returned the PETG to the dryer for 16 hours before starting again.
-
Leveled the bed and calibrated my Z height.
Lo and behold it's printing again, test pieces came out okay, spaceman is much better but not perfect, Printing is so tight I found a small flaw in a design where I thought I had a solid wall turns out there is a small small gap between two pieces in the design.
What I have now is black blobs appearing in the build and it seems to be causing the head to stick hard enough to shift the Y axis enough to skew the printing .
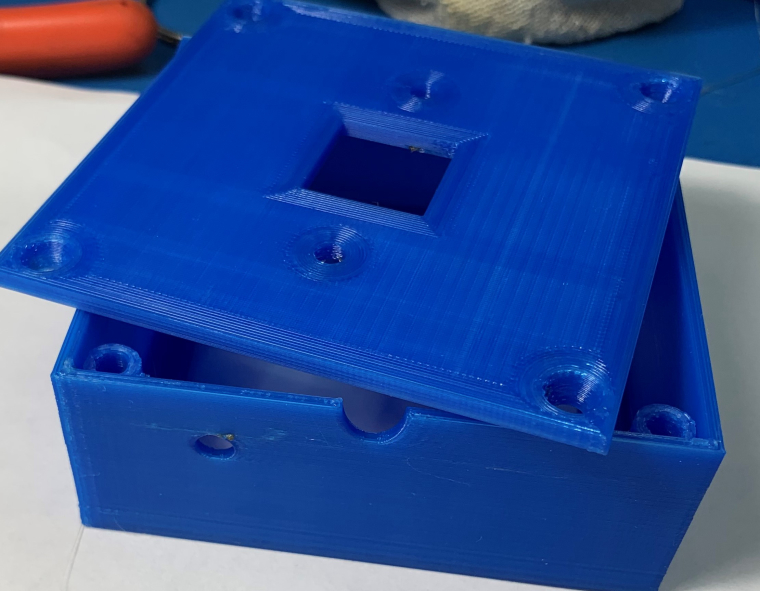
Original project looks pretty good, prints flat with no warping. You can just see the gap between the inner and out walls.
Black blob..not pretty
Smeared into lid.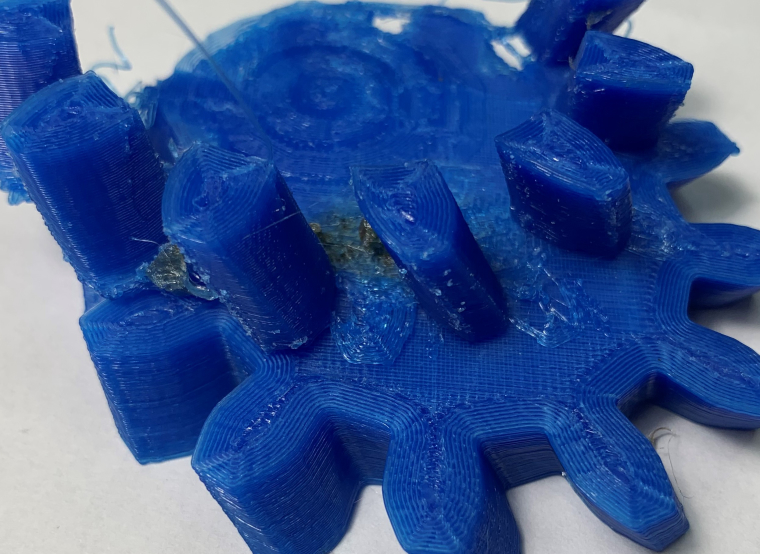
More blobs, gear shifted radically, should be stacking up in a helical pattern.These blobs are concerning and ugly, and destroying the print. One box shifted 3/4 into the print. So it's almost there and printing much better but I am still missing something.
Thanks for all the help so far, I cannot control the environment, humidity hovers around 25% but can drop to 11-12% depending on the weather. Room temp is around 24C, printer enclosure can reach 33C when printing is going on. Filament is stored in PrintDry containers or in the PrintDry heater.
-
-
@pverdin Black blobs means you either have or had a leaking/sticking problem. Closely inspect your hotend and see if there is any black stuff (burnt filament) on your hotend - especeially around the threads of the nozzle and/or heatbreak. If you did not properly tighten the nozzle then you can get leakage and the filament leaking "cooks" as its going to be too hot for way too long and as filament is plastic = hydrocarbons it will turn black. Now PETG likes to stick to things and IDK why you switched to a stainless steel nozzle. You only want to use one when you use abrasives. Brass is better and copper is best (according to E3D) and PETG sticks less to brass than Stainless steel and even less to copper. Also get yourself a brass bristle brush and give your hotend a good brushing/cleaing with it - especially around the nozzle before every print - especially with PETG.
-
@mpirringer Thanks for responding, my research was suggesting a leak from the nozzle, and when I removed it, it seemed loose although I had followed the prescribed procedure for changing it it. The silicon sock had a thin black layer of filament inside it as well. I chose a hardened steel nozzle on a whim which shows what happens when I skip the research stage, but I was so happy to be getting actual prints from it...finally,
So a new brass nozzle has been installed, bed leveled and z offset calibrated and first print it sets down and attempts to etch the initial laying into the my print plate. Oh and with the new filament (red instead of blue) it keeps stopping and telling me it's out of filament. Just not winning these days....
-
@pverdin If you had a layer inside the sock then you were leaking filament that means your nozzle was not tight. That also means you most likely have some filament now where the heatbreak touches the nozzle. You might have to remove the heat break and really clean it (heatgun and brush) make sure there is no filament on it - then properly reseat it (make sure you goat that heatsink compound paste) and reinstall the nozzle make sure you properly heat it (260ish) when you are tightening it. Once you had filament leaking it becomes a big pain as if you miss a little somewhere between nozzle and heatbreak or inside the block the the filament will get between the metal pieces and prevent a proper seal and you will leak over and over again. I just got so frustrated once I just got a new block, heatbreak and nozzle an chucked the "filament invested" one
-
So a final followup....
I wound up replacing the block, nozzle and heat break and have had very good success printing PETG but it's been quite the journey.
Currently printing white filament and very random black/brown blobs appearing they float on the surface so I am assuming it's filament that has stuck to the nozzle, cooked and come off as I don't see any signs of leakage.
-
@pverdin Exactly PETG sometimes does that. I had better results though with copper nozzles. Also use the torque wrench and check the nozzle once in a while as they do tend to come loose