VIRT-1000 3D Print Impact Resistance tester
-
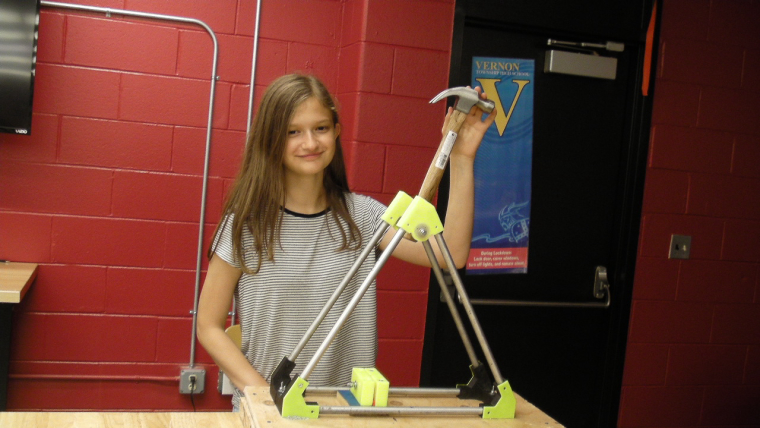
This is the project of one of our freshmen. She calls it the VIRT-1000 (Vjosa - hername impact resistance tester.) Its a device to test how much the 3d printed part resists impact. Its almost finished needs a Scale printed and mounted to read it and an Arrow to get stuck where it stops rising
-
Nicely done!
Based on the height of that hammerhead swing path, is that going to test for lateral breaking below the clamp?
-
I was goin to upload a short video here but that does not work dont have enough for a youtube video yet. It also needs some more work. the clamp holds the part to be broken (a 9.6x4.8mm base stick) The hammer clears the clamp by a couple of mm Now it goes through PLA both with vertical and horizontal Layer lines like a charm also through ABS even though a little less. Unfortunately on Bridge Nylon it just bounces back so we gave the hammer some "extra umpf" To see if we can break it and did on layer lines but not vertical. 910 No I put it in a vice and hit it with a sledge hammer and bent it but it did not break. So we need a tougher setup to test everything. Or just dont test Nylon. So I sent her back to the drawingboard. The Black and yellow (ran out of black) and yellow clamp is Hobby King HIPS printed on my PULSE with a .8 Nozzle 270 degrees, 18.5 mm3/sec max speed .4mm layer height, 9 perimeters with .96 mm perimeter width and 10% infill (cubic) so its pretty solid. She is also working on an arrow to stop at the top point of the swing and a scale so we can say something like Bridge Nylon has a score of 10 (Did not break) ABS 3 and PLA 1 etc. The goal is to not only compare materials with each other but also to find what difference layer height and print temp make. (If any). And she is a freshmen so she got to complete a project if she wants to be on the design team to show she got some skills.
-
BTW if you want the STls let me know. Even though they might not be that useful to you as it is designed around junk lying around in our workshop
Here is a link as to how it will break things
-
In my personal experience (largely untested scientifically) Layer height and nozzle diameter play the largest part when comparing the same model printed with same materials.
Take for instance PLA, generally not a strong material however when you increase your nozzle diameter from .4 to a .6 or .8, you end up with rather strong models. Then add to that the layer height and you get much stronger parts.
Obviously, the interlayer adhesion is the weak point most of the time so the so reducing the number of layers will increase part strength. I believe that the heat retained by the extruded layer also plays a part as the plastic having a much larger thermal mass is able to weld its self better between layers so each layer is bonded together better than thinner layer heights.
-
Our experience so far (hand breaking under as much controlled circumstances as possible) Seems to support at least some of what you say. The main reason I am printing with a .8 is the extra strength. As to layer height I find it deteriorates about .4 (50%) on the .8 and also below .2 there seems to be a sweetspot at about .32 at least it feels like that at least when it comes to HIPS. ABS and PETG. Most Nylon we need to print at .2 or .24 for accuracy sake. Now printing at .32 Layer height is just as fast as printing at .4 layer height at least for anything except HIPS as the max speed at which the material can melt becomes the limiting factor. We got a big boost in layer adhesion and print quality by going and slice with SLIC3R and printing with volumetric E. On layer height there was also a video put out by CNC Kitchen lately that supports this only it was done with a .4 nozzle on a prusa and with filament I don't use so informative but not overly helpful but interesting for anyone using PLA. Also try printing some PLA with an enclosure and an 85 C bed and then test it (make sure you print enough that the print lasts at least 2 hours and don't open the enclosure until after the bed is at room temp. Also take and perform a heat test on it afterwards - you can use MH build PLA for that)
BTW I sent you an email with other info.