Weird Consistant Print
-
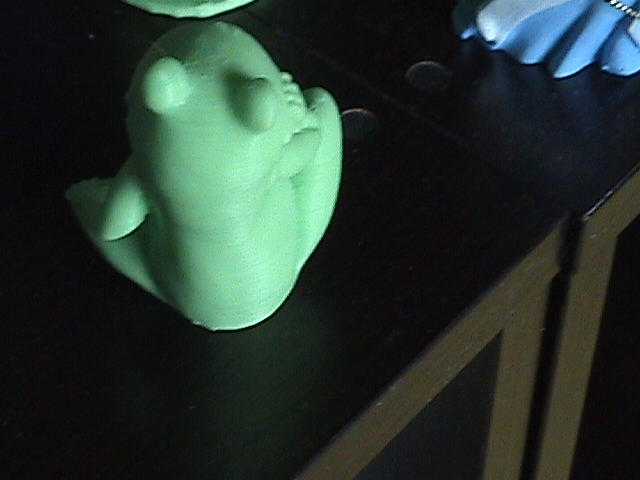
I'm have a delima with my print. The right rear of every print looks like lattice work while the other sides look ok.
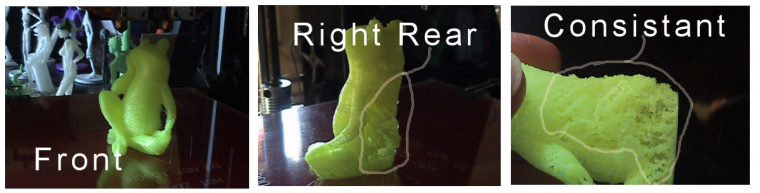 This is consistent with my prints. I first thought it was moisture but when I opened a vacuum sealed real of PLA I get exactly what you see in the pictures. This started right after I printed a nice looking elephant. Any ideas? Thanks in advance.
This is consistent with my prints. I first thought it was moisture but when I opened a vacuum sealed real of PLA I get exactly what you see in the pictures. This started right after I printed a nice looking elephant. Any ideas? Thanks in advance.
-
Hey @Hal2000
That looks an awful lot like a lack of cooling on the part, I would say to crank up that part cooling fan and see how the prints come out after. It is possible that the cooling fans are just not reaching towards the back of the hotend where a lot of heat is being generated.
Let us know what you find!
-
Hi michael.petitclerc
Thanks for the suggestion. I'll try that but first I need to get a second fan to mount on the back side. When I get this and install it I'll let you know how the prints come out. Thanks again.
-
Hi Michael.petitclerc,
Sorry took so long but I tried what you suggested with the fan but things got worse. Plastic wouldn't stick to the glass from 1/2 way on layer 2. So, I was reading one of the comments for updated slicr3 that they were having similiar problems and had to redue the firmware of their printer. I tried that but didn't work. Attached you will see what is happening. I've tried changing the parameters in MatterControl but nothing seems to be working. I'm a novice with 3D Printing and trying to learn the ropes and have fun with this but I think I might have screwed something up and can't get back to where I was getting good prints.
") Here's a picture of what I'm still getting.
Here's a picture of what I'm still getting.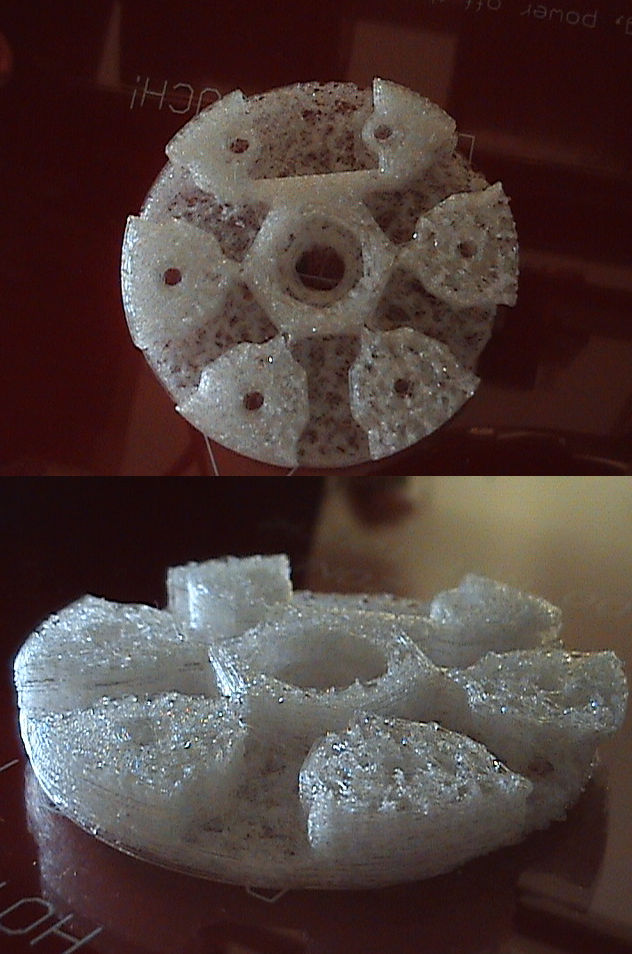
-
I believe you are under extruded. I suggest you check that the extruder is grabbing the filament well (has good tension) and that there are no jams in the hotend.
As to software, the only time I have seen this type of result is if you are printing with 1.75 filament but have the setting at 3.0 (or there about).
Hope this helps.
-
I would also say to check and see if the extruder is actually pushing filament, and if necessary to check your E-Steps.
(I was away for a few days so I am sorry if we left you hanging here for a bit!)
-
@larsbrubaker
I checked the filament diameter to insure it was set for 1.75 mm and it was. So, I decided to slow the print process down. I set the Infill to 75% and decreased the speed to a total of 30% slower and the results are as shown in the image below.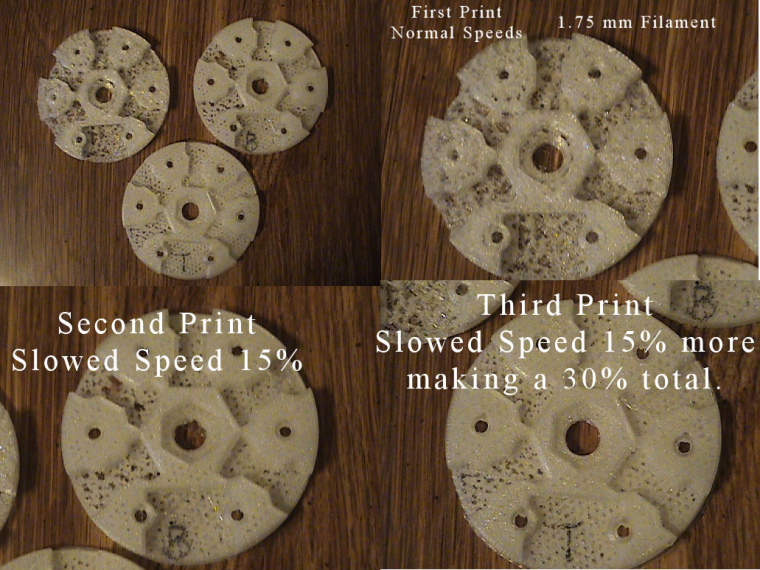
-
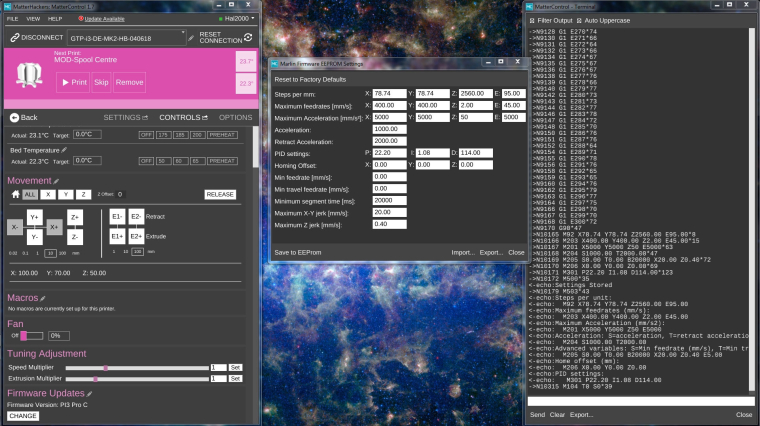
I tried re-calibrating the extruder using the steps from the link you sent. I got a weird result (I think). I checked the extrution distance 3-times using the 120 mm constant length. My extruder extruded 20mm of the 120 mm each time, consistently. Below you will see my parameter screen. Then I tried just a couple guestimits but increasing the E-Step but +10 mm and there was no change. I check the printer memory to check if the changes were actually taking place and they were. (PS: no problem, we all have to take some time away, hope you enjoyed your time.
)
-
@hal2000 said in Weird Consistant Print:
I tried re-calibrating the extruder using the steps from the link you sent. I got a weird result (I think). I checked the extrution distance 3-times using the 120 mm constant length. My extruder extruded 20mm of the 120 mm each time, consistently. Below you will see my parameter screen. Then I tried just a couple guestimits but increasing the E-Step but +10 mm and there was no change. I check the printer memory to check if the changes were actually taking place and they were. (PS: no problem, we all have to take some time away, hope you enjoyed your time.
)Just out of curiosity, with the second fan that I attached, could that be affecting the print? It is running at 100% speed and I don't know how to control it in the Marlin software. I have the fan connected to the FAN2 on the GT2560 ref A controller board. Another think, I keep forgetting to include is that I'm using MatterControl version 1.7 - 32-bit because I don't have a 64-bit machine.
-
After re-flashing the printer and making changes to the Extrusion Multiplier (Tuning Adjustment) from 1 to 2. Adjusting E steps per mm from 95 to 100 and slowing ALL speeds down by 20% and the fisrt layer down 50%, and the fan to cool the plastic in the rear of the hotends. I get this print. When I tried to make another print, the filament doesn't stick to the glass plate and accumulates on the hotend. I can't figure out why I the printer just doesn't duplicate a print when no changes have been made. I'm glad I look at this as a "fun" hobby, otherwise I think I'd be going crazy ... LOL!
-
@hal2000 said in Weird Consistant Print:
plastic in the rear of the hotends.
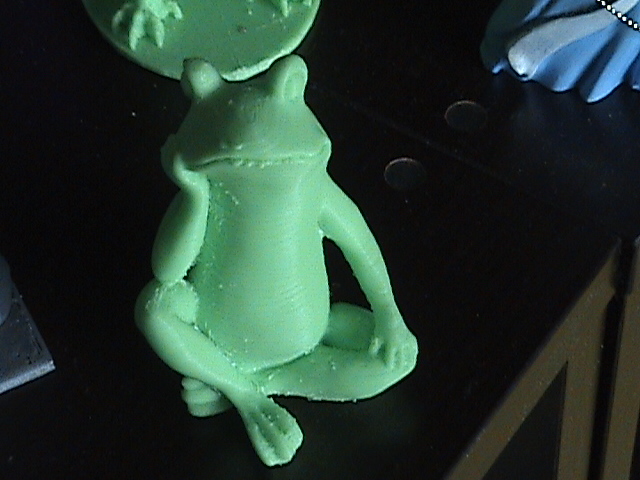
What material are you printing in with this green material and were did you get it? I noticed that we have seen at least 3 different materials through this chain and want to see if we can narrow our variables a bit. The second question I have is when printing onto the glass, are you using an adhesive? While with some materials you can print straight to glass it is not recommended as the material can fracture the glass when removing the part.
Normally I recommend to use Elmers Glue on Glass, the glue acts as a nice interfacing layer for the part to attach to but also release from without damaging the glass.
-
@michael-petitclerc , the filament I'm using is from Monoprice, Premium 3D Printer Filament PLA 1.75mm 1kg/spool. I've been using this filament for over a year without any problems.
I don't use any adhesive on the glass plate because I don't have any sticking or warping problem since I increased the bed heat to 70 degrees C. Sometimes parts that take up a large amount of the bed space I'll spot glue corners and mid-points to prevent warping. But that's the only time I will use an adhesive.
I wish MC would continue updating MatterControl 32-bit.
-
Hey @Hal2000
For the most part the conversion for 32 to 64bit was a transfer of the information, we did not rebuild much as far as I am aware. I am more than happy to have @LarsBrubaker kick in and see if he can shed some light on this one and maybe I misunderstood the upgrading process.
As the for sticking of the material, I do not know what else to say on that one. My experience has been that yes a part can stick to glass but not for long and in some cases like PET-G the part can actually pull up chunks of glass. We normally use the Glue as a media for both sticking parts down and releasing the tougher ones. I guess this one is to each their own.
Let me know where we are at if you need more assistance on this one. Thanks!
-
MatterControl is build to run on both 32 and 64 bit machines and the same build should automatically switch to run in the right format depending on your operating system.
-
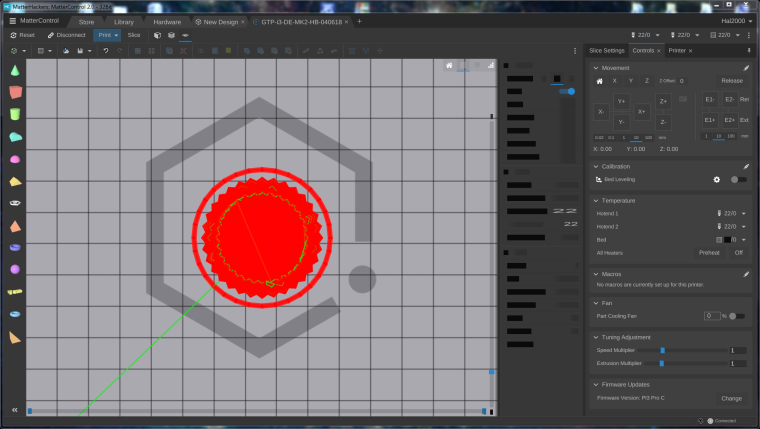
@larsbrubaker , thanks for your reply. Attached you shall see a pic of my desktop with MatterControl version 2.19.1.10116 which I just upgraded to.
As you see, the middle panel is not displaying correctly.
Thanks in advance.
-
@michael-petitclerc , thanks so much for your assistance.