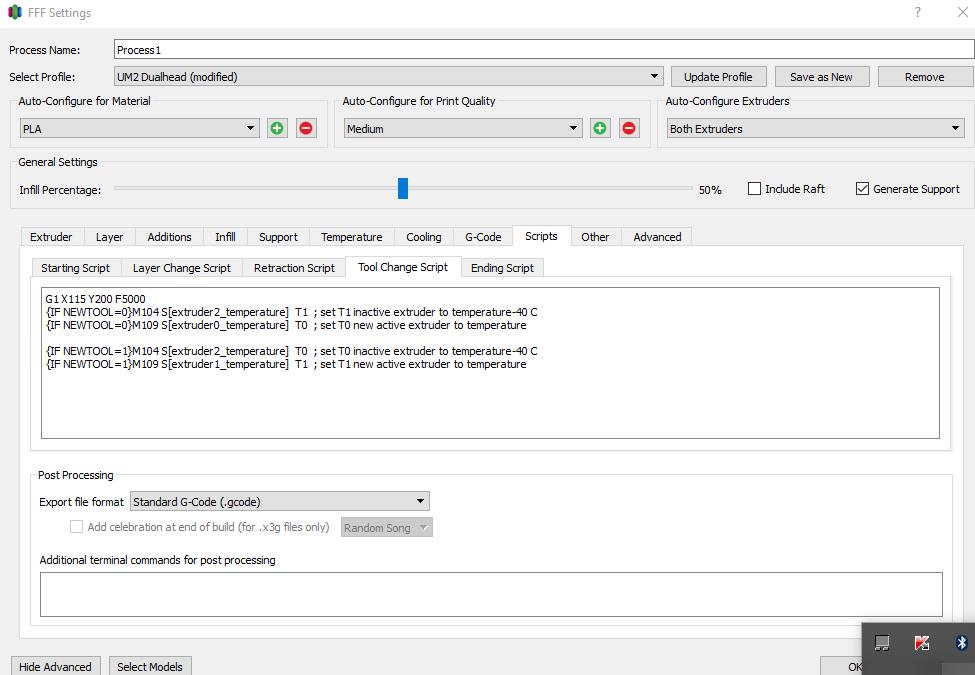
Tool change script/ Before tool change G-code / After tool change G-code
-
... is it possible to ask for the active tool number and decide what to do when T0 or T1 is active.
In S3D it is possible to say
{if newtool=Tx} G0 x150
{if newtool=Tx} G0 y0
...
It would be very helpful to have "IF" and a variable containing the toolnumber
-
Currently this feature does not exist in MatterControl, but it is a good idea. I will make a note of your request for the development team as they look for new potential features.
-
Thank you Ryan,
it would be very nice to have this feature.
My new printer has a lever to switch nozzle height during tool change procedure.
With this functionality I can write a script to switch the nozzle.
Example:
Before Toolchange G-Code
G1 X150 Y20 F15000
G0 Y0
{IF NEWTOOL=0} G1 X0 F5000 ; switch to nozzle 1
{IF NEWTOOL=1} G1 X300 F5000 ; switch to nozzle 1
..Thank you
