Hotend mount reprint
-
If you also got a C model I would like to see it. Mine is for the E3D V6 but they also make one for the volcano and the E3D light. I'd be interested in a V6 one with a different Fan/probe setup. I currently have the BL touch removed and level manually as I got tired spendind about 40 bucks every month or 2 on a new one as when a print comes loose which happens once in a while especially with the printer going 24/7 it always rips off the probe leg and then I am told "you cant buy a leg you got to buy a whole new probe. So I leave the broken one plugged in and taped out of the way and just level manually when needed. Its besides the poor wireing one of the annoyances on an otherwise good printer. They came sooo close to a good product here. But IDK how it compares to others. It does better than the Makerbot replicator+ if that is worth something
-
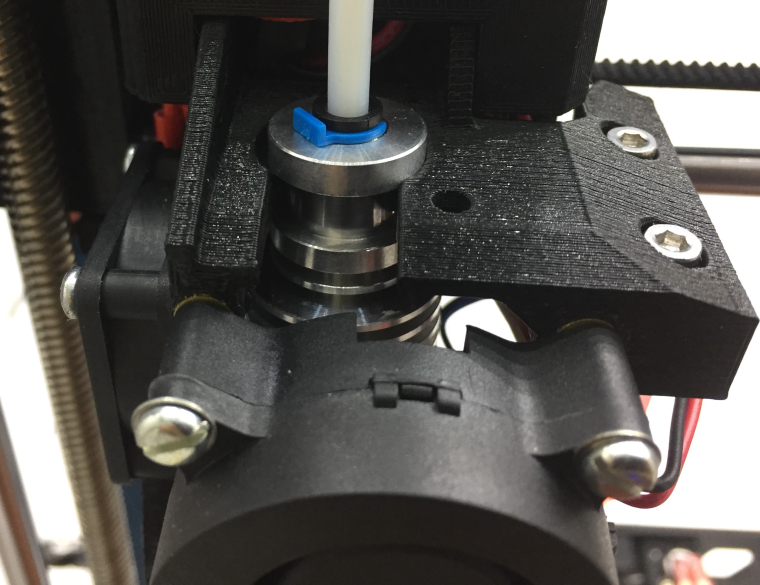
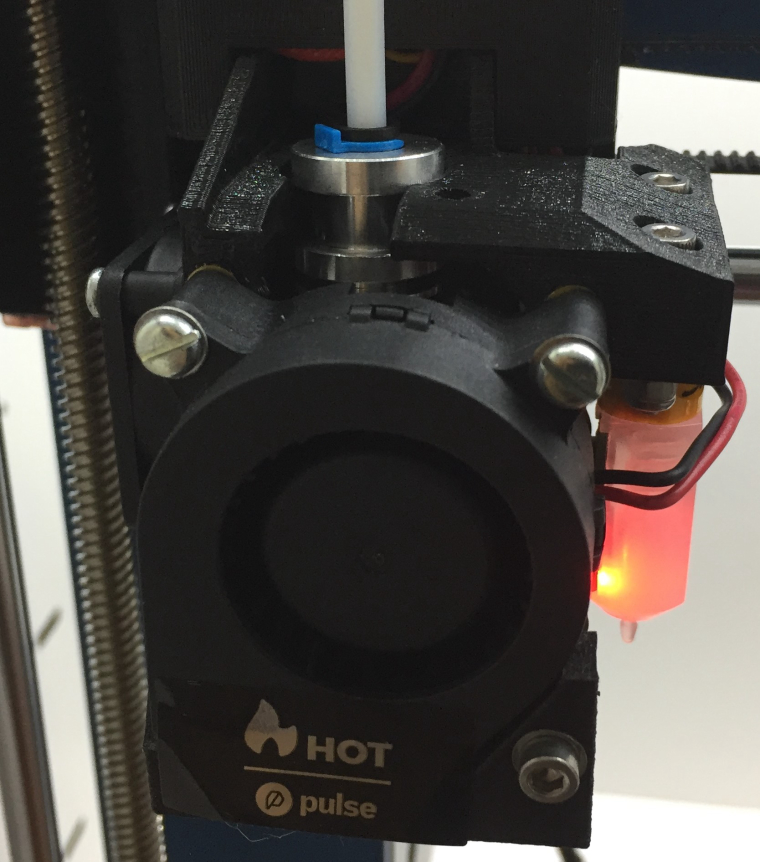
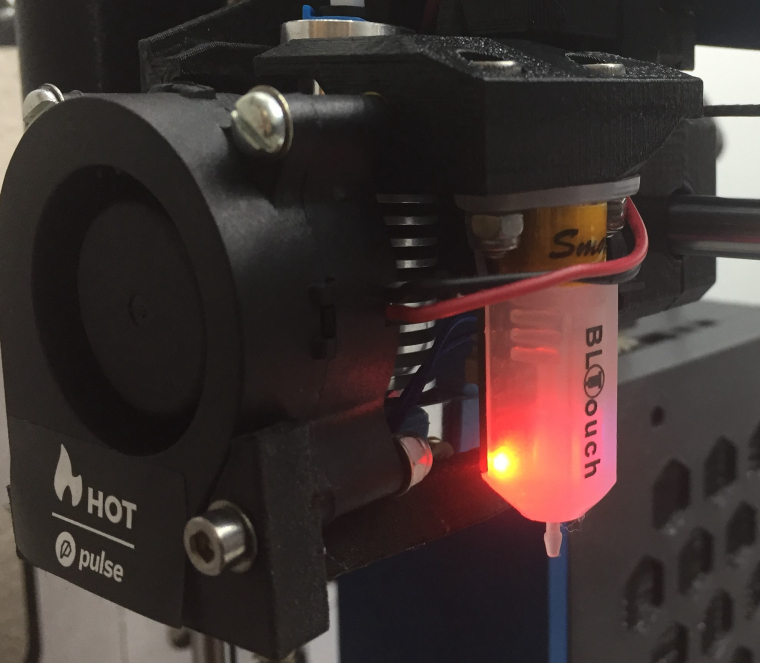
Here are pics of the new mount that came with the new hot end I ordered. I have not broken the leg of the sensor...yet even in my last melt down.
I have been very happy with this printer but then I am not doing the volume of work you are. However nylon is a different story and a different post.
-
Looking at the files, it seems to be a "D" frame Groove mount. It is holding up nicely but now I can print a spare assembly before I mess it up again

-
@pverdin You are missing the retaining piece for the mount. It goes over the top of the heat sink and holds it in place with 2 screws.
It's part 512 - Groove Heat Sink Lock_AYou'll definitely want to print and install that.
-
@cope413 Interesting, all I had were the pieces supplied by MH. I will get on that. Looking at the part, where does it go?
-
@pverdin That's our mistake then. We can send it out if needed. Please let us know.
-
@cope413 I can print it but thanks for the offer.
-
Here is where the replacement pin is sold for BL Touch
https://www.amazon.com/gp/product/B07L5T2LNW/ref=ppx_yo_dt_b_asin_title_o05_s00?ie=UTF8&psc=1
-
Thanks Good to have
-
@pverdin I have printed out the lock and installed and noticed where the current mount is melting, but the lock plate has made a world of difference in the prints. Printed a new mount from NylonG and will install soon,.
One issue I continue to struggle with is the prints curve up at the corners from the garolite/glue 70 degree heat. Some more than others, I have leveled bed and re-calibrated the Z offset. Unit is in an enclosure and filament is in the dryer. Not sure what more to do.
Nylon G - 260 degrees.
Garolite bed - 70 degrees.

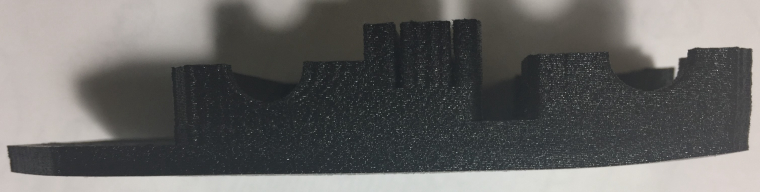
Not sure if you can see the curve in the "spine" or not.
-
Have not done Nylong but sometimes that happens to me with other Nylons so...
1.) I print most Nylons with bed at least 80
2.) Big Brim
3.) Up the extrusion on the 1st layer
4.) Decrease the Z offset to press the first layer harder into the bed but not so hard that the extruder skips. If you just print one layer the sheet should not come apart at the layer lines.I slice with SLIC3R and when I print with a .4 with .2 layer height I print the first layer at .52 and .96 layer width and turn the Z down at least .2 and that works most of the time. Also its summer and it might be humid so dry out some dessecant packets in the oven and 250-275 for 2 hours and throw them into the print dry so you are not blowing hot wet air around the filament.
HTHAlso would be interesting how the Gecko sheets work with Nylon Tried to ask a question here in another thread about that but no answer....
