Poor slicing performance after 1.6 upgrade
-
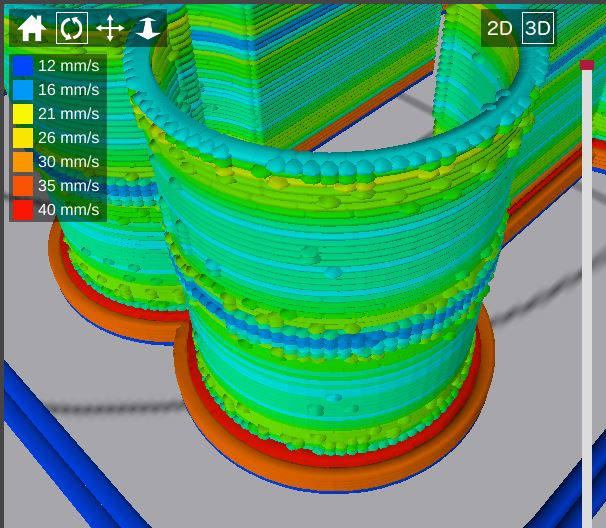
I have noticed some poor slicing performance since the 1.6 upgrade. Just wondering if others are seeing the same thing or if there is a setting I am missing. The pictured example is a thin wall print which would have resulted in a single perimeter extrusion before the upgrade with moves only to go between the disconnected sections of the part. With 1.6 as you can see I am getting a ton of moves as it goes back and adds a ton of dots. Also note that the dots vary by layer which shouldn't be since the part maintains the same cross section after the 5th layer.
-
My guess is this is the Fill Thin Gaps option trying to do its job an failing. Try turning that off and see if it makes any difference. It would also help us if you could post your STL file and your printer profile.
-
Thanks,
Unfortunately the fill thin gaps option only impacts where there is more than one perimeter thickness.
Here's my printer profile 4-H SCREAM Printer Profile
And here's the STL I'm working with Bone_4
@unlimitedbacon said:
My guess is this is the Fill Thin Gaps option trying to do its job an failing. Try turning that off and see if it makes any difference. It would also help us if you could post your STL file and your printer profile.
-
The STL actually has 0.3 mm thick walls, which are smaller than your nozzle diameter. MatterControl is trying it's best to print these walls anyways, since you have the Expand Thin Walls option turned on. However, this feature was just recently introduced and is still somewhat experimental. I have filed a bug report about the artifacts you are seeing.
If you had a nozzle less than 0.3 mm and turned off the Expand Thin Walls option, this print would come out just fine.
-
One of our developers thinks this might be an issue with the rendering in the layer view, not the actual G-Code. Do these dots show up in the actual print?
-
Thanks you are correct. I went back and tried it with 1.53 and it did in fact not generate any g-code for the 0.3mm walls unless I set my nozzle size less than 0.3mm like you mentioned. It also acted similar in 1.6 with the Expand Thin Walls option unslected.
I had indicated in my first post that I was having general slicing issues since the 1.6 upgrade. I went back to some of those prints and between the fill thin gaps and expand thin walls options if I turn them off I an able to get similar results in 1.6 as I was in 1.53. Maybe with future updates it would be best to consider defaulting new features to off such that we see similar results as before.especially if those new features are experimental. I am assuming that they were turned on by default here and I didn't turn them on, feel free to tell me if I'm incorrect.
@unlimitedbacon said:
The STL actually has 0.3 mm thick walls, which are smaller than your nozzle diameter. MatterControl is trying it's best to print these walls anyways, since you have the Expand Thin Walls option turned on. However, this feature was just recently introduced and is still somewhat experimental. I have filed a bug report about the artifacts you are seeing.
If you had a nozzle less than 0.3 mm and turned off the Expand Thin Walls option, this print would come out just fine.
-
Yes, it is actually creating G-Code. I'm away from my printer but I'll print it when I get back and share the results.
@unlimitedbacon said:
One of our developers thinks this might be an issue with the rendering in the layer view, not the actual G-Code. Do these dots show up in the actual print?
