3DSMax Models (STL Export) and MC1.5
-
Does anyone here have experience using Matter Control with a Rostock Max V2 and models created in 3dsMax?
Almost without exception, models I create in 3dsMax and then slice/print with CURA turn out fine and have no issues with my Lulzbot Mini. Almost without exception, models I create in 3dsMax and try to print using MC1.5 and the Rostock don't work. I use STL check in 3dsMax and make sure they pass, I've used other utilities to check/fix them...no help.
Currently I'm trying to print a very straightforward 'dragon wing' shape - not realistic, just 100% flat on both faces, and cut out on the sides to resemble a wing. It passes STLCheck in Max, but when I use MC1.5 it begins, makes a pass and extrudes a portion of the first layer amounting to about six inches of material, then stops extruding...it then ACTS like it's following the path of the model for a while, but then seems to 'hang up' passing back and forth over the same 2-inch spot, at which point I abort.
I am not Mr. Techie, but my understanding of this stuff was that if it was a valid STL model, MC should be able to generate proper GCode, but as I said about 90% of the time models I create in 3dsMax are NEVER able to properly print in MC.
It's not a copyrighted/protected model, it's not even very pretty (it's meant as an object to build around with other materials), so if someone wants to see the Gcode or base STL I'd appreciate advice.
Unrelated: Does anyone have a profile for CURA that will work for the Rostock Max V2? I'm not knocking MC - It's just that it seems like it can't process STL files exported from the software I use.
-
I haven't personally used 3ds Max, but I wouldn't think STL files would vary that much from other programs. MatterControl can have problems with geometry that other programs don't, so this issue doesn't sound too uncommon.
That said, there's a lot of possibilities for what could be going wrong so we'd probably need to see the file before we can troubleshoot further.
See this article for instructions for which files are useful for this: http://wiki.mattercontrol.com/Send_Debugging_Information#Other_Useful_Files
At least send the STL, slice settings, and G-Code. File uploads in this forum are for pictures, so use Dropbox or Google Drive to share and post the link in your reply.
-
So here's the deal...I have tried so many ways to get this to print, and I think THAT might actually be a clue - - regardless of how I set up or export the baseline geometry, resulting in what I would hope is a different (even if only slightly) STL file, the failure mode is exactly the same.
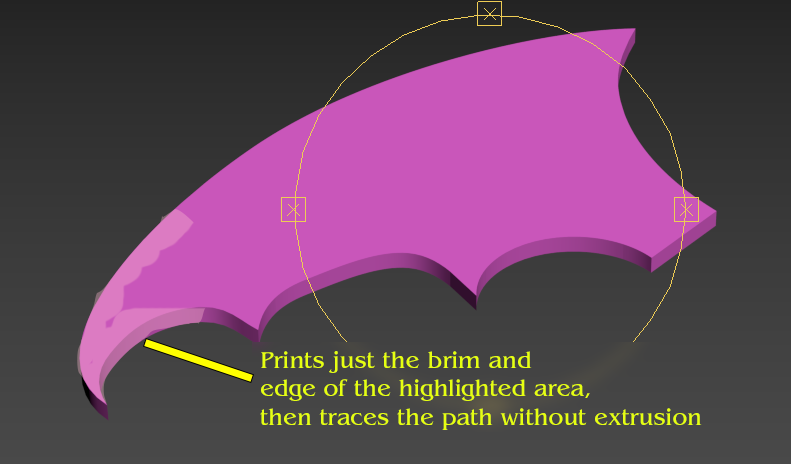
Note: I have no way to check this theory without letting it run its whole course which I'm unwilling to do (because of what I'm about to type), but I think it may be possible that the GCode is causing the nozzle to be so low that it's pressing against the bed everywhere but the one place it prints...? I say that because (see image) no matter how I've created, recreated, or fixed (using Microsoft's tool, MakePrintable, etc.) it, the failure mode is always the same - - it prints one layer of the highlighted area in the image, and part of the brim for that area, but nothing else, but it seems VERY close to the bed.
I will try to link a file sharing site with the rest in a moment.
Thanks,
JT
-
Okay...back up, please...moron doing some serious moroning here...I've never used DropBox so hopefully A) Everyone will be able to see these files, and B) Everyone WON'T be able to see my collection of tasteful nudes of the Golden Girls (No, Thank YOU for being a friend!!):
https://www.dropbox.com/s/291m74sb9axkqyq/wingprob1.gcode?dl=0
https://www.dropbox.com/s/ojfmejrzlxkhald/wingQL_repaired.stl?dl=0
For the slicer settings - - is there a way to export them or snatch them from MC?
Thanks,
JT
-
Oops...sorry - put those in just text form.
-
Hey JT,
From what I can tell from looking at your GCode in the layer view in MC its perfectly fine. You may be on to something with the nozzle ramming into the bed. A good way to test this would be to run MC's bed leveling (I suggest 13 Point Disk for your printer) and see if that helps. If it does you can either keep using MC's leveling or you can manually level the bed (from what I am heard this is easier said then done).
-
Is the bed going out of level expected after around 30-40 prints?
Is the 13 Point Disk something that MC1.5 has built-in?
I ask because my Lulzbot goes through a leveling process with every print and like you I'm dreading having to level this thing...it doesn't seem like the Rostock was built to be particularly friendly to the user.
Thanks,
JT
-
Yes it is built into MC. Instructions can be found here. In my experience you only need to re-level the bed when you change bed adhesive materials for instance changing out Blue painters tape (good for PLA) for Kaption tape (Good for ABS). You might even be able to skip what if you are willing to play with the Z-offset but I find it easier just to run the automatic leveling again.
-
@phloog said:
For the slicer settings - - is there a way to export them or snatch them from MC?
Check the link in my previous post. One of the sections is for generating slice settings files.
And yes, if the extruder is too far down into the bed the extrusion would fail.
-
Okay, oddness....but first good news - It IS printing thanks to everyone's help here. I award everyone eleven point.
I did have another couple of questions:
When doing the leveling via the wizard, are the "Positions" independent? - - I don't think that they are, but the reason I'm wondering is that when I got to one of the positions, and was attempting to get it to provide resistance to the sheet of paper, I got an error saying that the head couldn't go any lower...but it was still too far from the surface to provide ANY resistance to the paper. I got it as close as I could and moved to the next positions, where I never got that error again. I was a little thrown that it only happened at ONE position, but my assumption is that this wizard knows that the bed SHOULD be flat, and so you can't freely put the head anywhere.
Is it possible to - as we scientists say - screw up the earlier positions in a way that it THINKS it cannot go any lower when it gets to a later position?
Related - - what do they mean by resistance? Do they mean that you cannot move the paper, or (my fear) that you FEEL resistance? That seems frighteningly subjective.
Thanks again, and sorry for my continued ignorance.
JT
-
Glad to hear it's printing!
The "too low" problem to which you refer is caused by the printer's max Z length not being tall enough and MatterControl not wanting to damage your print bed. To work around this problem:
- In MatterControl, navigate to SETTINGS -> Printer -> Features and check the box for 'Z Can Be Negative'.
- Navigate to OPTIONS -> EEProm -> CONFIGURE.
- For 'Z max length', raise the value by 5.
- Run the leveling wizard again.
- Once finished, click the pencil icon next to the words 'Software Print Leveling' on the OPTIONS page.
- Lower all values in the Z column by 5.
- Open the EEProm configuration window again.
- Lower the 'Z max length' value by 5.
See this article for more information: https://www.matterhackers.com/articles/troubleshooting-for-mattercontrol-print-leveling
You should now have a leveled bed.
For resistance, we mean when you lower the nozzle with each click, you're sliding the paper back and forth underneath it. The FIRST time you feel the paper start to resist moving after clicking, that's where you want the nozzle to be.

