print head lifting 10mm
-
Not the firmware, the G-Code instructions being generated by MatterControl. Start a print then open the G-Code terminal and keep an eye on the Z values. If they are unreasonably high (greater than 5.0), you might have too much Z Offset. If not, it is something to do with the printer itself.
-
There is a setting in Marlin, under bed leveling that does this.
-
these are the config.h settings
// =========================================================================== // =========================== Manual Bed Leveling =========================== // =========================================================================== // MANUAL_BED_LEVELING #define MANUAL_BED_LEVELING // Add display menu option for bed leveling. #define MESH_BED_LEVELING // Enable mesh bed leveling.
#if ENABLED(MANUAL_BED_LEVELING) #define MBL_Z_STEP 0.025 // Step size while manually probing Z axis. #endif
// =========================================================================== // ============================ Mesh Bed Leveling ============================ // =========================================================================== //#define MESH_BED_LEVELING // Enable mesh bed leveling.
#if ENABLED(MESH_BED_LEVELING)
#define MESH_MIN_X 10 #define MESH_MAX_X (X_MAX_POS - (MESH_MIN_X)) #define MESH_MIN_Y 10 #define MESH_MAX_Y (Y_MAX_POS - (MESH_MIN_Y)) #define MESH_NUM_X_POINTS 3 // Don't use more than 7 points per axis, implementation limited. #define MESH_NUM_Y_POINTS 3 #define MESH_HOME_SEARCH_Z 4 // Z after Home, bed somewhere below but above 0.0.
//#define MANUAL_BED_LEVELING // Add display menu option for bed leveling.
#if ENABLED(MANUAL_BED_LEVELING) #define MBL_Z_STEP 0.025 // Step size while manually probing Z axis. #endif // MANUAL_BED_LEVELING #endif // MESH_BED_LEVELING
// =========================================================================== // ============================ Bed Auto Leveling ============================ // ===========================================================================
// @section bedlevel //#define AUTO_BED_LEVELING_FEATURE // Delete the comment to enable (remove // at the start of the line)
//#define DEBUG_LEVELING_FEATURE #define Z_MIN_PROBE_REPEATABILITY_TEST // If not commented out, Z Probe Repeatability test will be included if Auto Bed Leveling is Enabled.
#if ENABLED(AUTO_BED_LEVELING_FEATURE)
// There are 2 different ways to specify probing locations: // - "grid" mode
// Probe several points in a rectangular grid. // You specify the rectangle and the density of sample points. // This mode is preferred because there are more measurements. // // - "3-point" mode // Probe 3 arbitrary points on the bed (that aren't collinear) // You specify the XY coordinates of all 3 points.
// Enable this to sample the bed in a grid (least squares solution). // Note: this feature generates 10KB extra code size. #define AUTO_BED_LEVELING_GRID #if ENABLED(AUTO_BED_LEVELING_GRID)
#define LEFT_PROBE_BED_POSITION 50
#define RIGHT_PROBE_BED_POSITION 170 #define FRONT_PROBE_BED_POSITION 50 #define BACK_PROBE_BED_POSITION 170 #define MIN_PROBE_EDGE 10 // The Z probe minimum square sides can be no smaller than this.
// Set the number of grid points per dimension. // You probably don't need more than 3 (squared=9). #define AUTO_BED_LEVELING_GRID_POINTS 2
#else // !AUTO_BED_LEVELING_GRID
// Arbitrary points to probe. // A simple cross-product is used to estimate the plane of the bed. #define ABL_PROBE_PT_1_X 15 #define ABL_PROBE_PT_1_Y 180 #define ABL_PROBE_PT_2_X 15 #define ABL_PROBE_PT_2_Y 20 #define ABL_PROBE_PT_3_X 170 #define ABL_PROBE_PT_3_Y 20 #endif // AUTO_BED_LEVELING_GRID
// Z Probe to nozzle (X,Y) offset, relative to (0, 0).
// X and Y offsets must be integers. // // In the following example the X and Y offsets are both positive: // #define X_PROBE_OFFSET_FROM_EXTRUDER 10 // #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 // // +-- BACK ---+ // | | // L | (+) P | R <-- probe (20,20) // E | | I // F | (-) N (+) | G <-- nozzle (10,10) // T | | H // | (-) | T // | | // O-- FRONT --+ // (0,0) #define X_PROBE_OFFSET_FROM_EXTRUDER 10 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 0 // Z offset: -below +above [the nozzle] #define XY_TRAVEL_SPEED 8000 // X and Y axis travel speed between probes, in mm/min.
//#define Z_RAISE_BEFORE_PROBING 4 // How much the Z axis will be raised before traveling to the first probing point. #define Z_RAISE_BETWEEN_PROBINGS 4 // How much the Z axis will be raised when traveling from between next probing points. #define Z_RAISE_AFTER_PROBING 4 // How much the Z axis will be raised after the last probing point.
//#define Z_PROBE_END_SCRIPT "G1 Z10 F12000\nG1 X15 Y330\nG1 Z0.5\nG1 Z10" // These commands will be executed in the end of G29 routine. // Useful to retract a deployable Z probe.
// Probes are sensors/switches that need to be activated before they can be used // and deactivated after their use. // Allen Key Probes, Servo Probes, Z-Sled Probes, FIX_MOUNTED_PROBE, ... . You have to activate one of these for the AUTO_BED_LEVELING_FEATURE // A fix mounted probe, like the normal inductive probe, must be deactivated to go below Z_PROBE_OFFSET_FROM_EXTRUDER
// when the hardware endstops are active. //#define FIX_MOUNTED_PROBE // A Servo Probe can be defined in the servo section below.
// An Allen Key Probe is currently predefined only in the delta example configurations.
// Enable if you have a Z probe mounted on a sled like those designed by Charles Bell.
//#define Z_PROBE_SLED //#define SLED_DOCKING_OFFSET 5 // The extra distance the X axis must travel to pickup the sled. 0 should be fine but you can push it further if you'd like. // A Mechanical Probe is any probe that either doesn't deploy or needs manual deployment
// For example any setup that uses the nozzle itself as a probe. //#define MECHANICAL_PROBE // If you've enabled AUTO_BED_LEVELING_FEATURE and are using the Z Probe for Z Homing,
// it is highly recommended you also enable Z_SAFE_HOMING below!
#endif // AUTO_BED_LEVELING_FEATURE
// ========================== @section homing ====================================
// The position of the homing switches
//#define MANUAL_HOME_POSITIONS // If defined, MANUAL_*_HOME_POS below will be used //#define BED_CENTER_AT_0_0 // If defined, the center of the bed is at (X=0, Y=0) // Manual homing switch locations:
// For deltabots this means top and center of the Cartesian print volume. #if ENABLED(MANUAL_HOME_POSITIONS) #define MANUAL_X_HOME_POS 0 #define MANUAL_Y_HOME_POS 0 #define MANUAL_Z_HOME_POS 0 //#define MANUAL_Z_HOME_POS 402 // For delta: Distance between nozzle and print surface after homing. #endif
// Use "Z Safe Homing" to avoid homing with a Z probe outside the bed area. // // With this feature enabled: // // - Allow Z homing only after X and Y homing AND stepper drivers still enabled. // - If stepper drivers time out, it will need X and Y homing again before Z homing. // - Position the Z probe in a defined XY point before Z Homing when homing all axes (G28). // - Prevent Z homing when the Z probe is outside bed area. //#define Z_SAFE_HOMING
#if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_MIN_POS + X_MAX_POS) / 2) // X point for Z homing when homing all axis (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_MIN_POS + Y_MAX_POS) / 2) // Y point for Z homing when homing all axis (G28). #endif
-
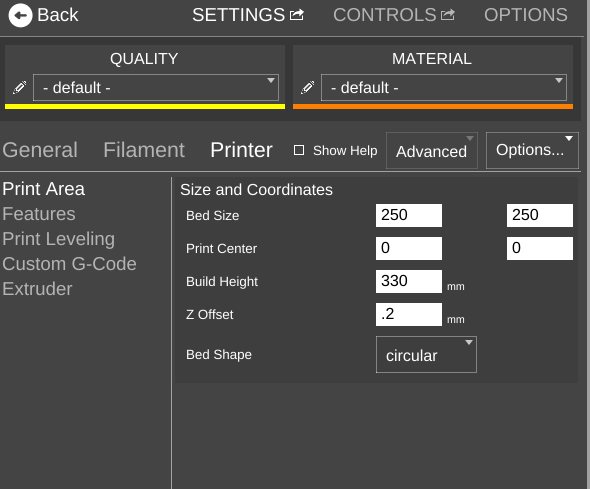
What is in your Z Offset setting?
-
-
Does it try to print at the correct height if you disable software print leveling?
-
yes, if i turn off the software print leveling it does stay at the correct height, yaay we on the right track
-
Will go through the two Versions i used before and see if i can find something
-
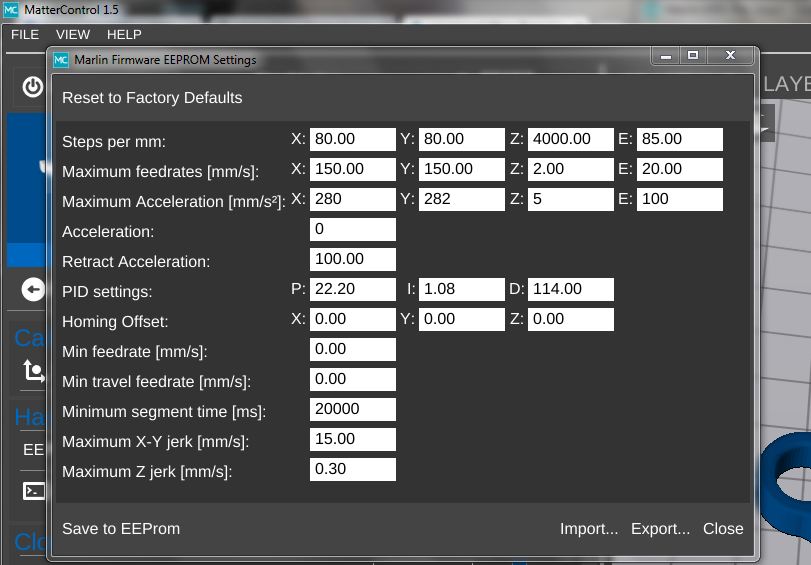
after your clue as to software leveling i had a look at what the settings were and found to my surprise
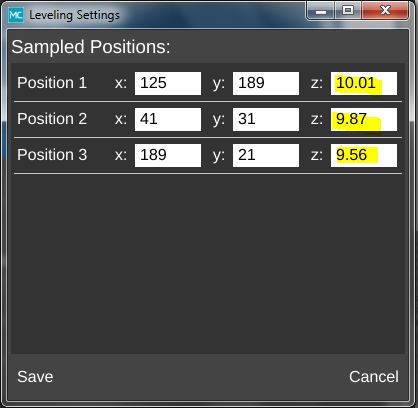
this.
still not sure how to correlate why the printer would lift z at start of print, but i manually set them to 0.1
and it does not lift now
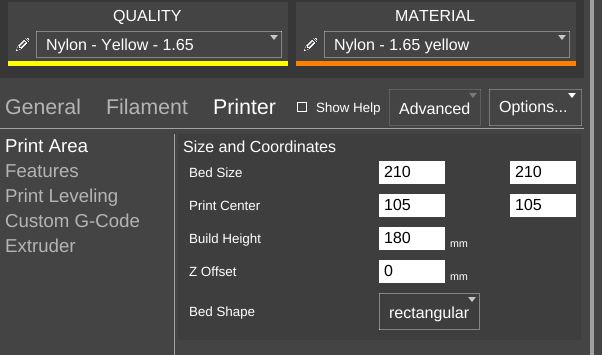
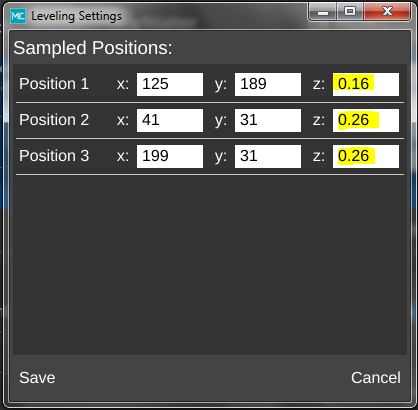
After redoing the bed leveling in MC this is what i have,
-
Not sure how those high values could have gotten in there, but I'm glad you have it worked out now.