MatterControl First layer quality
-
So as far as I've been able to manage, I havent yet found the setting for creating a nice smooth first layer using the mattercontrol slicer as is possible with cura.
I'd really like to know how to do this because there are some print's that mattercontrol prints better for than Cura and it would be nice if I could get that nice flat surface on the bottom too.
Does anyone know of a setting or way to do that?Thanks
-
What exactly is wrong with your first layers? Is underextruded (i.e. there are gaps between the lines), overextruded (lines smashed together and folding over each other), or something else entirely?
-
It seems like underextrusion since there are really big gaps between the lines, but I think it's done on purpose because even in the slicer it shows them pretty spaced apart relative to other layers.
-
Interesting. That sounds like its related to your first layer extrusion width, then. We typically have this set to 125% or 130%.
-
Is it possible to set it to extrude that just for the first layer? because ive found that for the rest of the print I get best results with 95%-97%?
-
I am working on this issue myself. I am at 160% over extrusion on the first layer and an infill overlap of .3 I am still getting voids at the edges of the infill. I am printing the test cube. My walls are at a nice 0.5mm, the width of the cube is 20.0mm but the height is 10.2
Maybe I don't have the z-height set right......
-
So I based on the heights of the calibration block (mentioned in my last post) I adjusted the z height down by .2mm so far. This has done wonders for the fist layer. Apparently paper under the nozzle is not an exact science. I have since reset my infill overlap back to .1mm and my extrusion on the first layer to 130%
I still have some experimenting to do. My dimensions on the cube are very close to perfect. My height is is still a bit high, 10.1mm or so and there is some swell on the first layer, The upper layers are 20.0 mm the bottom layer is more like 20.2.
Getting close though.
-
I am fighting this same issue. It took me a while to figure out what was wrong. I though the percentage was the flow of material not just a percentage increase of the nozzle diameter. All other slicers I have used let you increase the flow of the first layer where matterslice only spreads out the spacing between paths. This leaves gaps between the path of plastic. The flow of material needs to increase as well to close that gap. If I set the first layer to 100 percent i have to get the nozzle so close that the brim on ABS is paper thin and kind of ineffective. It seems to me that it would make sense to increase path spacing, height and flow in equal amounts to create a thicker or thinner first layer. is this possible with another setting I am missing.
-
I have a very similar issue, but the way I see it, MatterControl is printing an extra first layer (with the big gaps and other issues the OP mentioned). I've come to this conclusion based on measurements and comparisons with printing the same objects with other slicers. I don't see any settings which would control printing out this "bed" level, is there a way to get rid of it?
-
John, MatterControl does increase the flow when you increase the first layer extrusion width. You can see that more plastic is being put out by going to the layer view and selecting display extrusion. If you are still getting gaps between the lines, then something else must be going on. First I would make sure that you aren't printing too high off the bed (adjust your Z offset if necessary). Then check your extruder calibration. Finally, if necessary, adjust your extrusion multiplier.
awmyhr, are you sure you don't have a raft turned on?
-
Thanks for the follow up. Two observations. First, I did see it extrudes more when the first layer percentage is changed but it isn't enough to make the paths touch. Secondly, I have the filament diameter and flow rate identical on all my other slicers without issue. So, if I did increase my flow either by extrusion multiplier or filament diameter size adjust I would, in effect, be over extruding and ending up with inaccurate parts. I can see that when my part gets to layer two and the rest that follow there is no issue with under extrusion.
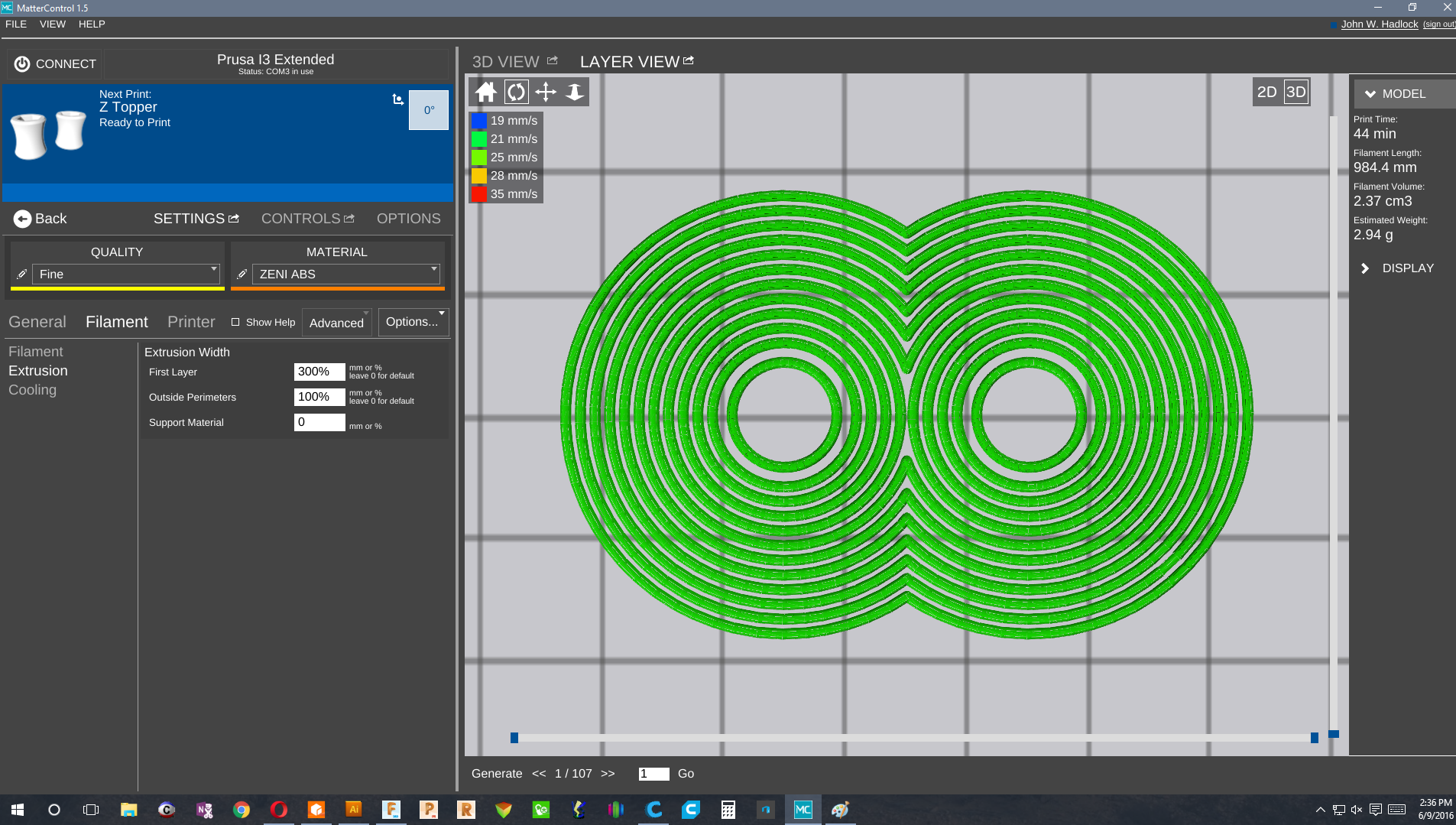
Included screen grab. All setting the same except first layer percentage 80% and 300% for exaggeration. Which ever one I choose I have to get the tip so close is make brim on ABS useless. Its paper thin almost transparent.
Set at .15 first layer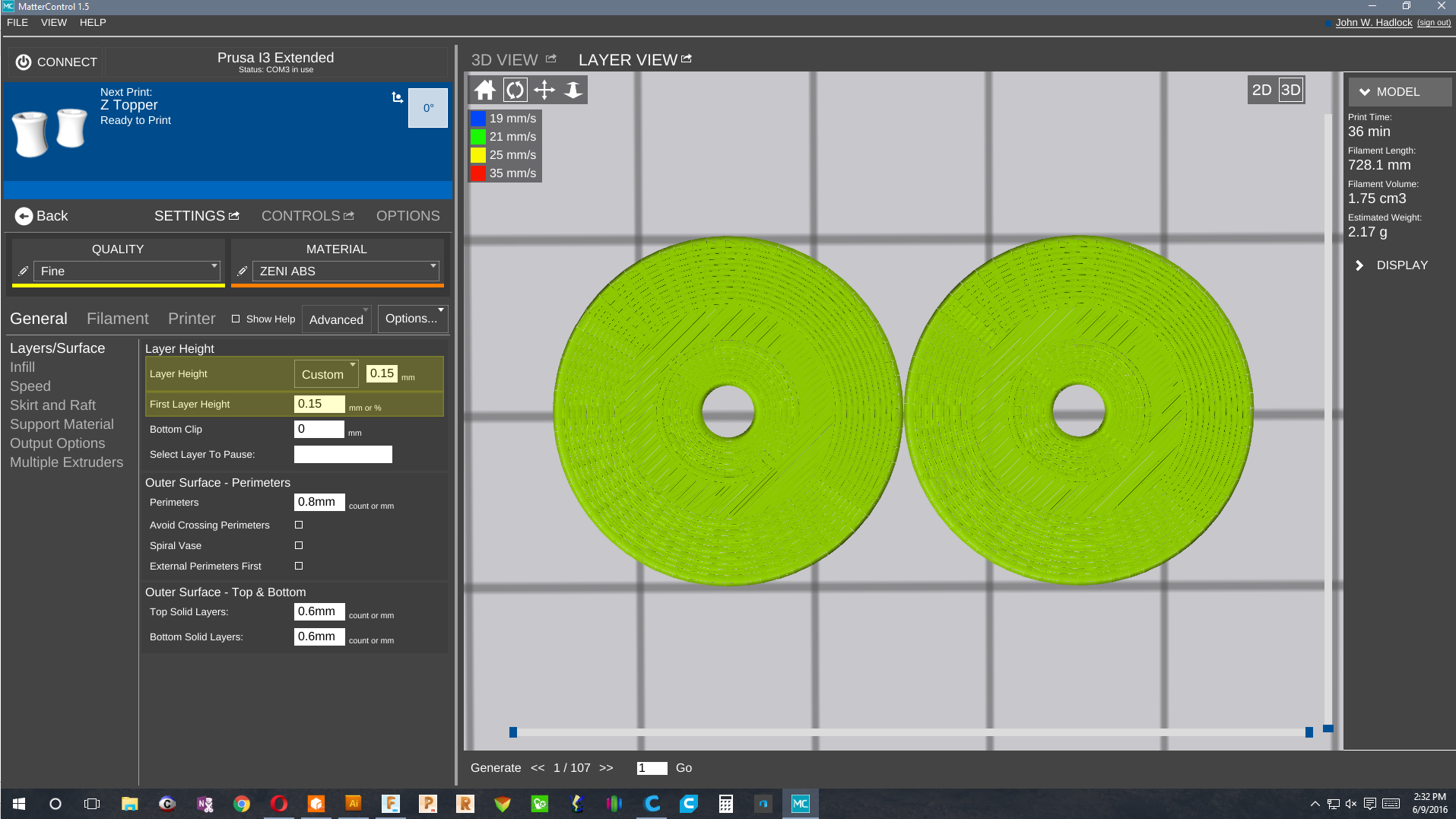
-
@john-w-hadlock have you had any luck figuring out what was giving you first layer issues? I'm having the same issue now. The first layer Extrusion Width is set to 200% but it still prints extremely thin. I should note, I don't have this issue with the first layer of a raft but once the raft is printed, the first layer of my object prints very thin. I don't know what else to do, I could use help.



